1. Introduzione
X1E offre un’ulteriore funzione di controllo del riscaldamento della temperatura della camera, con una temperatura massima della camera di 60 °C. Temperature più elevate della camera possono sopprimere la deformazione delle stampe di alcuni filamenti ad alta temperatura e fornire una maggiore resistenza all’interstrato (adesione dello strato) di alcune stampe. Quando si stampano filamenti ad alta temperatura come PC, PA-CF, PAHT-CF, PET-CF, PPA-CF, PPS e PPS-CF, la selezione di X1E e l’abilitazione di una temperatura della camera di 60 °C può comportare una migliore precisione dimensionale e qualità visiva di alcune stampe. Inoltre, quando si stampano i suddetti filamenti ad alta temperatura, la selezione di X1E e l’abilitazione di una temperatura della camera di 60 °C possono migliorare la resistenza, in particolare la resistenza dell’interstrato, di alcune stampe.
Avvertimento: Si consiglia vivamente di non abilitare un’elevata temperatura della camera durante la stampa di PLA, PETG, TPU, PVA e altri filamenti a bassa temperatura. L’attivazione di un’elevata temperatura della camera può causare l’ammorbidimento di questi filamenti e l’incastro nell’estrusore, con conseguenti problemi di intasamento. Quando si stampano filamenti a bassa temperatura, si consiglia di impostare la temperatura della camera a 0 °C (cioè disabilitare il controllo della temperatura della camera).
2. Temperature della camera consigliate per vari filamenti
(1) PLA, PETG, TPU, PVA, supporti PLA e altri filamenti a bassa temperatura:
Impostazione della temperatura della camera: l’impostazione predefinita della temperatura della camera è disattivata (0 °C).
Suggerimenti: Per evitare intasamenti, si consiglia vivamente di evitare temperature elevate della camera e di impostare la temperatura della camera a 0 °C quando si stampano filamenti a bassa temperatura. . Inoltre, quando la temperatura del letto è uguale o superiore alla temperatura di rammollimento del filamento, si consiglia di aprire lo sportello anteriore e rimuovere il coperchio superiore della stampante. Ad esempio, le temperature di rammollimento della maggior parte dei tipi di PLA e PETG sono rispettivamente di circa 45 °C e 70 °C.
(2) ASA, ABS:
Impostazione della temperatura della camera: l’impostazione predefinita della temperatura della camera è disattivata (0 °C).
Suggerimenti: Quando la temperatura della camera è abilitata, alcuni modelli con dimensioni maggiori e/o densità di riempimento più elevata possono subire una deformazione ridotta, con conseguente miglioramento della qualità di stampa e della precisione dimensionale. Inoltre, la resistenza dell’intercalare di alcuni modelli può essere migliorata. Tuttavia, il tempo di preparazione prima della stampa si allungherà e la filtrazione dell’aria peggiorerà. Al fine di ottenere un migliore effetto di filtrazione dell’aria, scegliamo di disabilitare la temperatura della camera per impostazione predefinita. Si prega di decidere se attivare la temperatura della camera in base alla situazione reale. Il nostro suggerimento è che per quelle stampe che sono soggette a deformazioni, cioè quelle con dimensioni maggiori e/o maggiore densità di riempimento, o quelle con requisiti di resistenza più elevati, si prega di abilitare la temperatura della camera a 60°C, mentre per altre stampe normali, si consiglia di non abilitarla.
(3) PC, PA, PA-CF, PAHT-CF, PA6-CF, PET-CF, PPA-CF, PPA-GF, PPS, PPS-CF e altri filamenti ad alta temperatura:
Impostazione della temperatura della camera: l’impostazione predefinita della temperatura della camera è attiva (60 °C).
Suggerimenti: Con temperature elevate della camera, alcuni modelli con dimensioni maggiori e/o densità di riempimento più elevate possono subire una deformazione ridotta, migliorando la qualità e la precisione dimensionale. Inoltre, la resistenza dell’intercalare di alcuni modelli può essere migliorata.
3. Istruzioni per l’impostazione della temperatura della camera
3.1 Impostazione della temperatura della camera (consigliata) in Bambu Studio
Passaggio 1: selezionare il modello X1E.
Passaggio 2: selezionare il tipo di filamento desiderato.
Passaggio 3: fare clic sul pulsante di modifica dei parametri del filamento.
Passaggio 4: individuare il campo di impostazione della temperatura della camera.
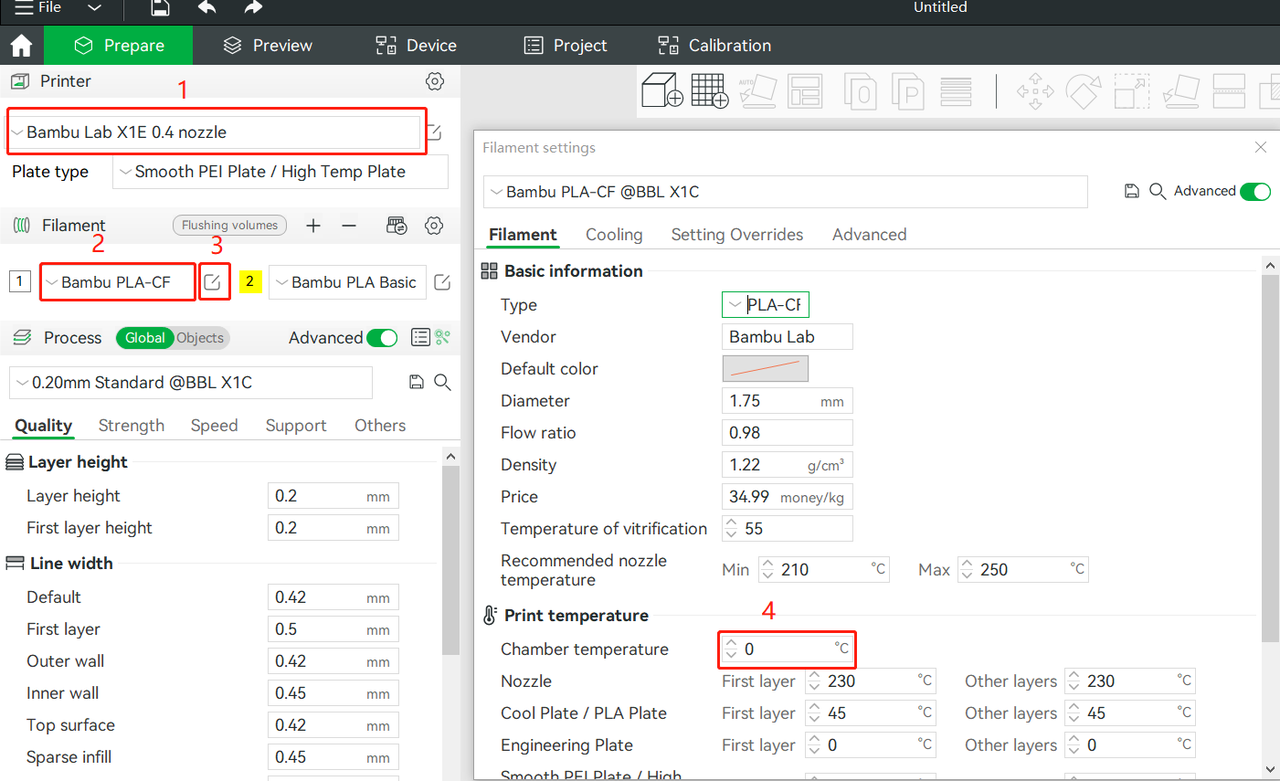
La temperatura della camera può essere impostata nell’intervallo da 0 °C a 60 °C (il modulo di controllo del riscaldamento della temperatura della camera funziona solo nell’intervallo da 40 °C a 60 °C).
L’impostazione della temperatura della camera a 0 °C significa disabilitare il controllo del riscaldamento della temperatura della camera.
Quando la temperatura della camera è impostata al di sotto di 40 °C, il controllo del riscaldamento della temperatura della camera non avrà effetto. In altre parole, impostando la temperatura della camera tra 0 °C e 40 °C (inclusi 0 °C ma esclusi i 40 °C) si otterrà lo stesso effetto pratico.
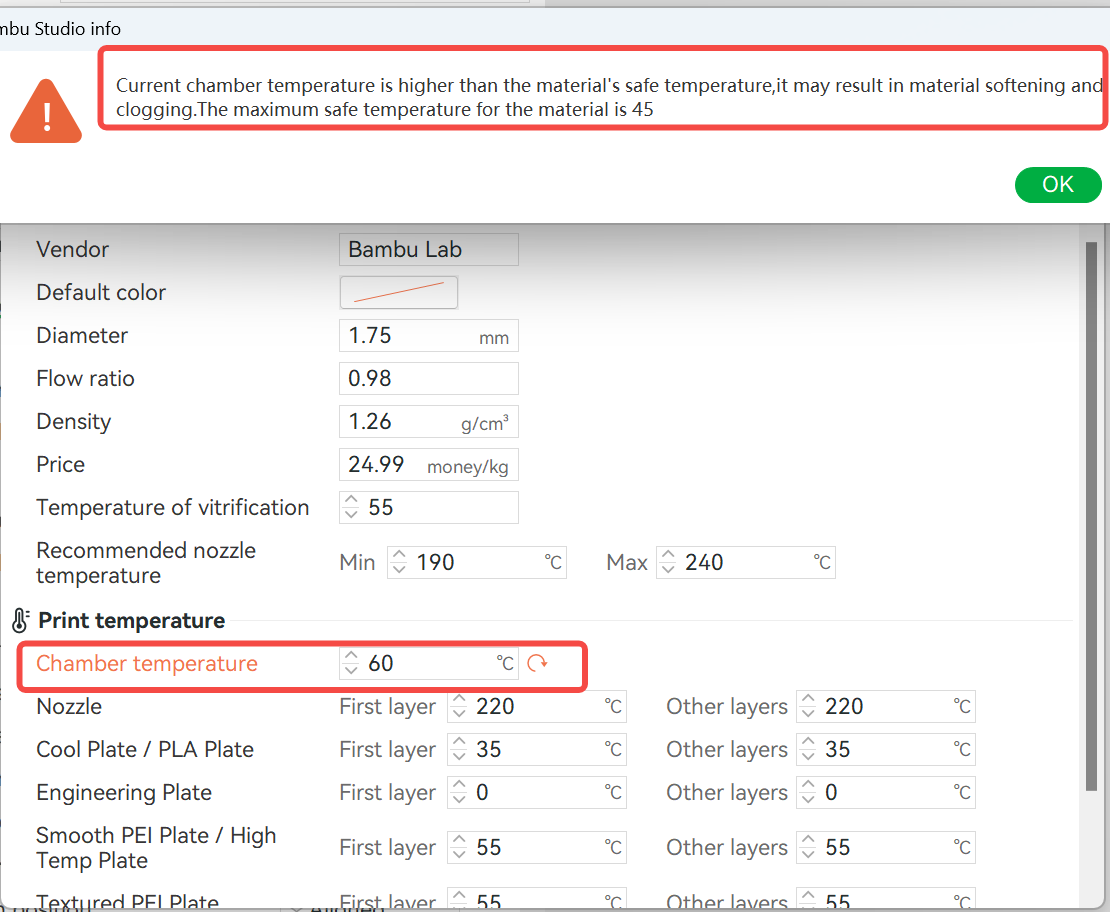
Per filamenti a bassa temperatura, per evitare l’intasamento, si consiglia di impostare la temperatura della camera al di sotto della temperatura di sicurezza designata. Se la temperatura della camera è impostata al di sopra della temperatura di sicurezza, verrà visualizzato un messaggio pop-up per avvisare l’utente.
Nel caso della stampa multicolore, la temperatura effettiva della camera sarà la temperatura più alta impostata tra i molteplici filamenti utilizzati. Pertanto, per evitare l’intasamento di tutti i filamenti effettivamente utilizzati, assicurarsi che la temperatura più alta della camera sia sufficientemente sicura per tutti prima di iniziare.
Nota: con gli aggiornamenti del firmware, l’interfaccia utente potrebbe subire lievi modifiche.
3.2 Impostazione della temperatura della camera nella pagina “Controllo dispositivo” nell’interfaccia utente di Bambu Studio, Bambu Handy e Printer
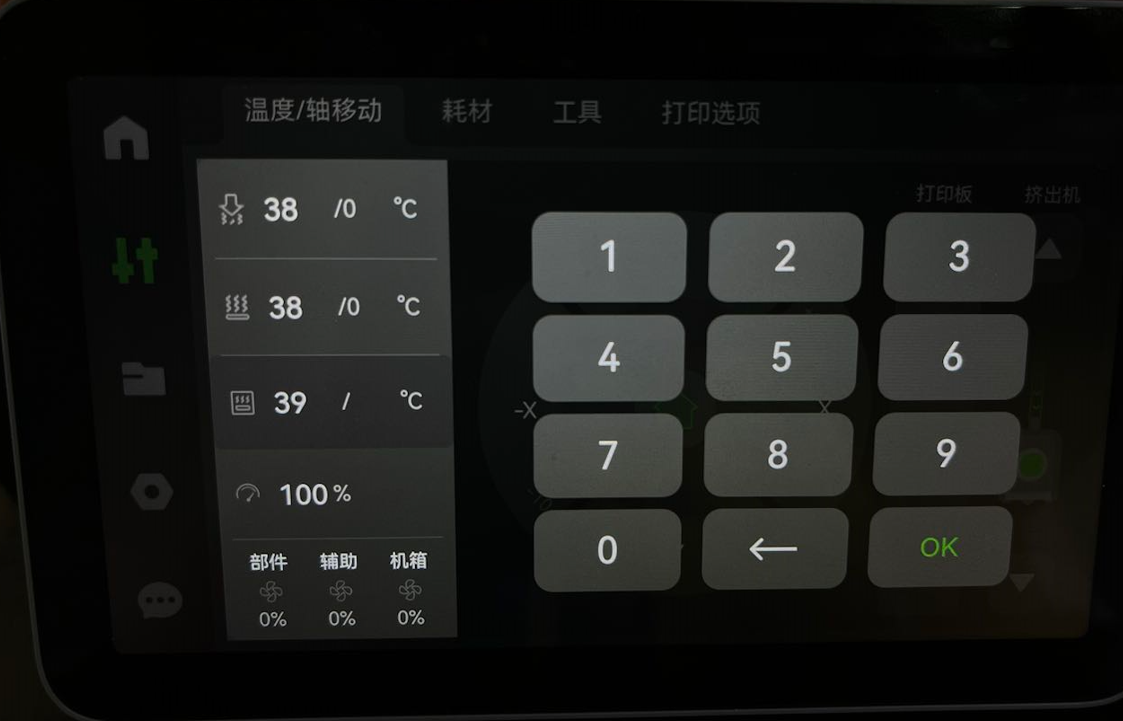
La logica per l’impostazione della temperatura è la stessa in tutti e tre gli approcci menzionati. Prendendo l’esempio dell’impostazione della temperatura tramite l’interfaccia utente dello schermo della stampante, ecco una spiegazione di come impostare attivamente la temperatura della camera. Ecco alcuni punti importanti da notare riguardo alle impostazioni della temperatura della camera:
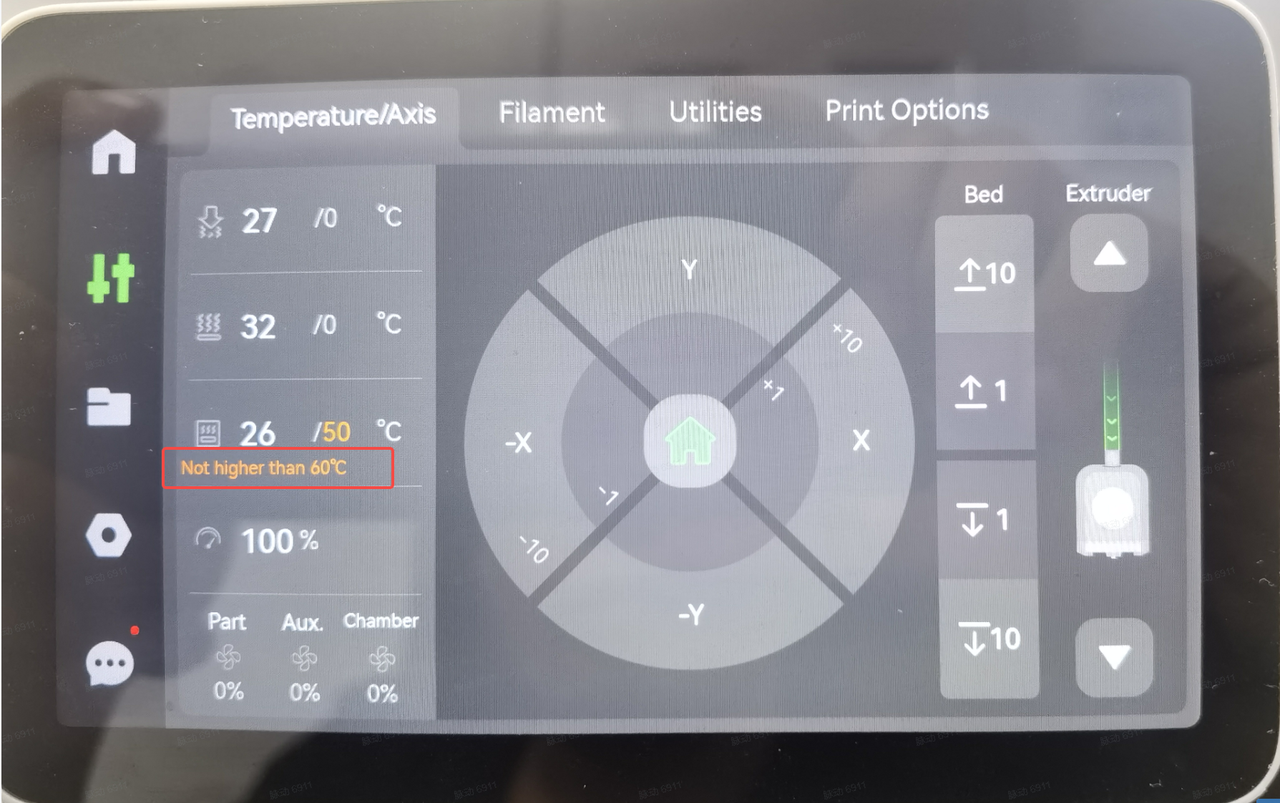
(1) La temperatura target per abilitare il controllo dell’imbroglio della temperatura della camera può essere impostata solo tra 40°C e 60°C (inclusi 40°C e 60°C). In particolare, se nell’estremità calda sono presenti filamenti a bassa temperatura (come PLA, PETG, TPU), la temperatura target per il controllo del riscaldamento della temperatura della camera sarà limitata all’intervallo da 40 °C a 45 °C (inclusi 40 °C ma non inclusi 45 °C) per evitare l’intasamento.
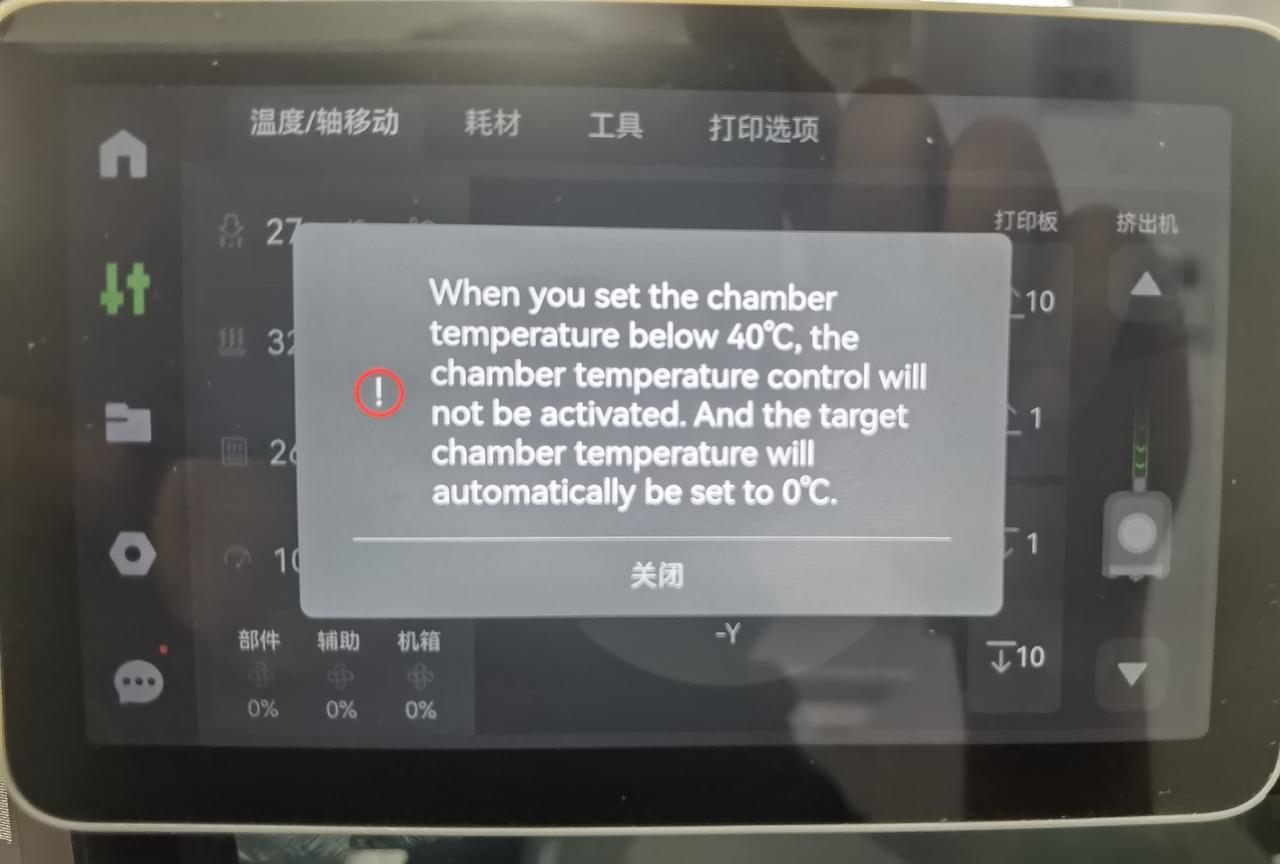
(2)Quando si imposta la temperatura della camera al di sotto di 40 gradi Celsius (inclusi 0 °C e altri valori inferiori a 40 °C), si tratta di disabilitare il controllo del riscaldamento della temperatura della camera. In questi casi, il sistema imposterà automaticamente l’obiettivo di temperatura della camera a 0 °C.
(3) Quando si imposta la temperatura della camera al di sopra di 60 gradi Celsius, l’impostazione non avrà effetto e il sistema manterrà lo stato di temperatura della camera precedente.
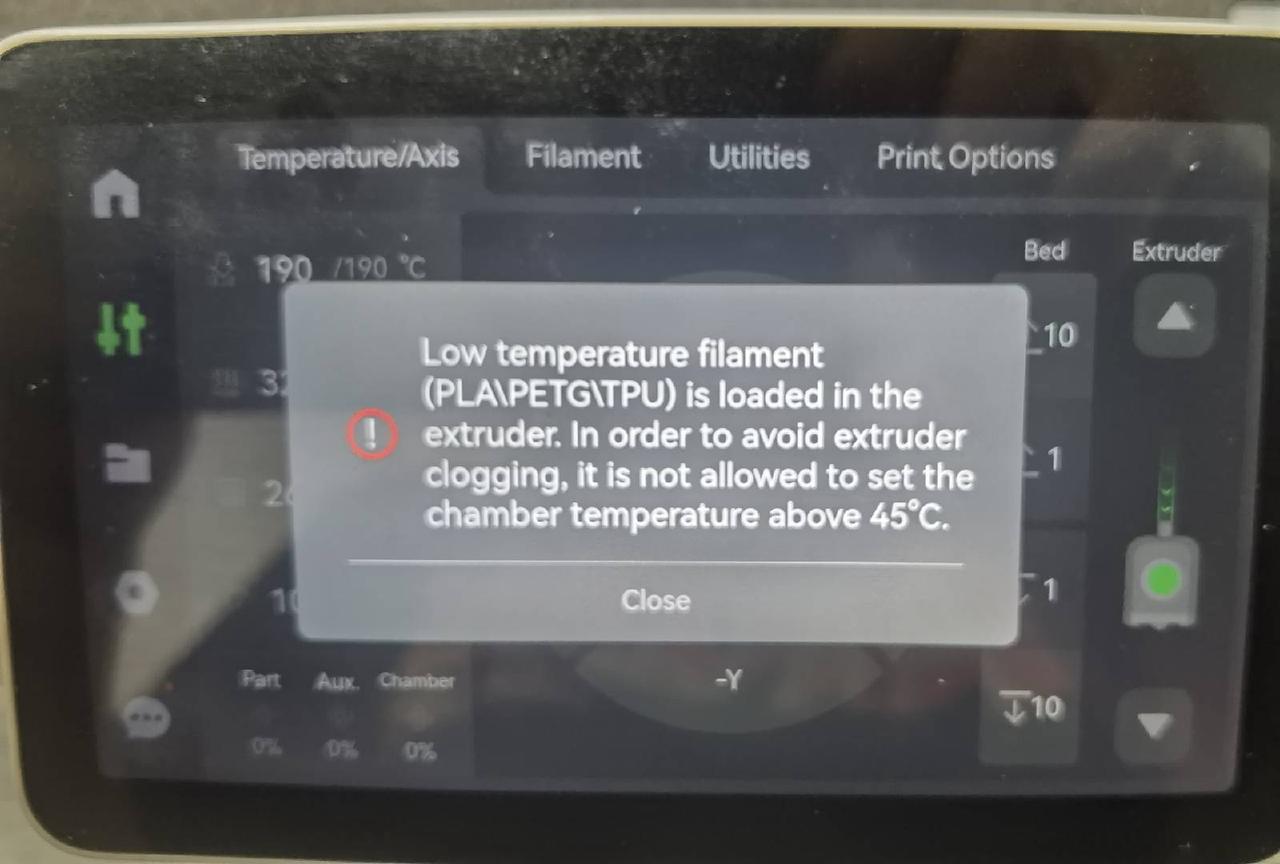
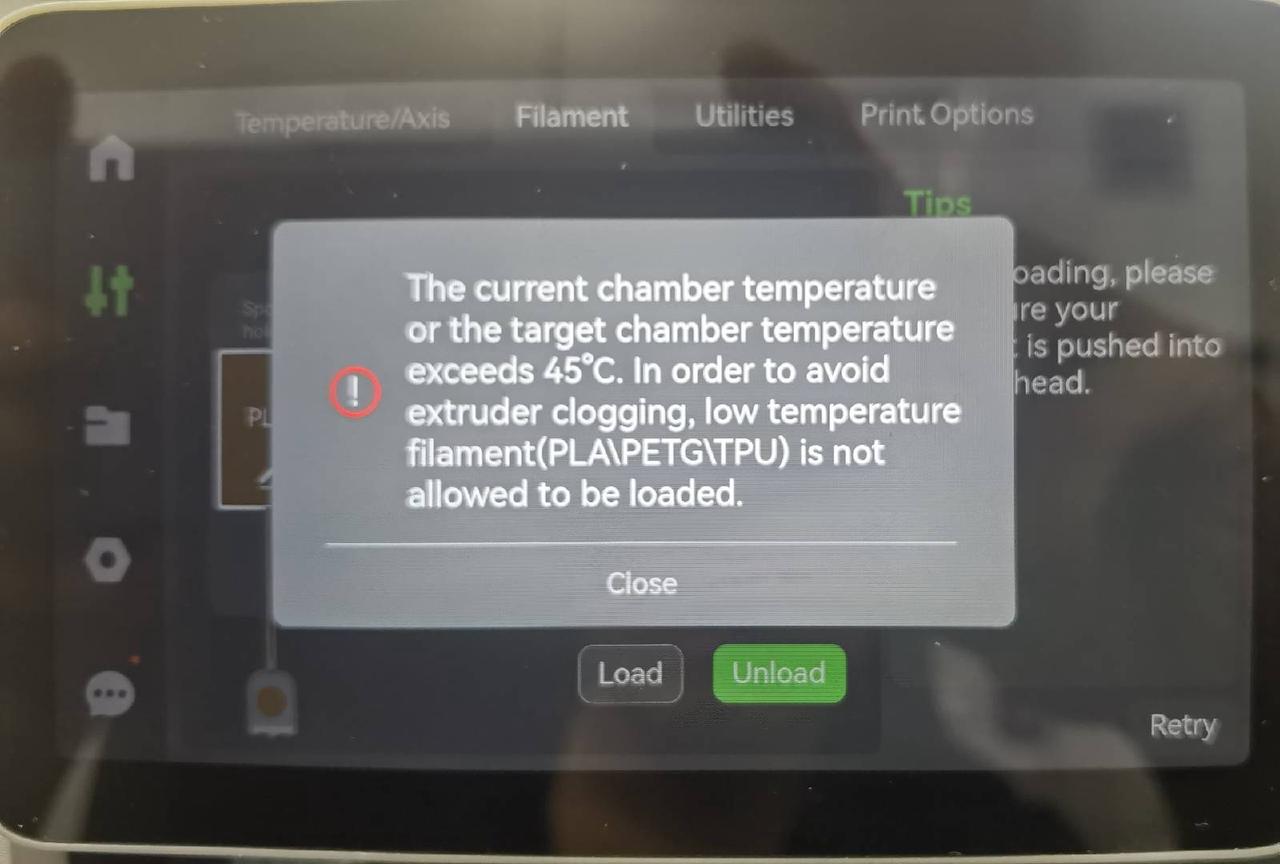
(4) Se la temperatura attuale della camera o la temperatura della camera target supera i 45 gradi Celsius, non è consentito caricare filamenti a bassa temperatura (come PLA, PETG, TPU) per evitare l’intasamento.
Il modulo di filtrazione dell’aria di X1E
4.1 Lo scopo del modulo di filtrazione dell’aria
Assorbimento di VOC o particelle rilasciate durante il processo di stampa di filamenti come ABS, ASA, PETG.
4.2 L’impatto dell’alta temperatura della camera sul modulo di filtrazione dell’aria
Quando la temperatura della camera è elevata, la temperatura del filtro aumenta e la capacità di adsorbimento del carbone attivo per VOC e particelle può diminuire.
Quando la temperatura della camera è elevata, la temperatura complessiva della macchina aumenta, provocando il funzionamento della ventola di raffreddamento dell’alimentatore del pannello posteriore alla massima velocità. Se durante questo periodo la velocità della ventola del flusso d’aria del modulo di filtrazione dell’aria è impostata su un valore inferiore all’impostazione predefinita, potrebbe verificarsi l’impossibilità di mantenere la pressione negativa all’interno della camera. Di conseguenza, alcuni gas possono fuoriuscire attraverso le fessure della camera invece di essere espulsi attraverso il filtro.
4.3 Durata stimata (basata su 8 ore di stampa giornaliera)
Quando si stampa con filamenti a bassa emissione di VOC e particolato come PLA, PC e i loro compositi in fibra di carbonio (CF) e fibra di vetro (GF), la cartuccia filtrante può essere utilizzata per circa 3 mesi.
Quando si stampa con filamenti ad alta emissione di VOC o particelle come ABS, PETG, PA e i loro compositi in fibra di carbonio (CF) e fibra di vetro (GF), potrebbe essere necessario sostituire il filtro a carboni attivi circa ogni mese. Questi filamenti tendono a rilasciare una maggiore quantità di COV e particolato durante il processo di stampa, il che può comportare una saturazione più rapida del filtro. La sostituzione regolare del filtro a carboni attivi è importante per mantenere una filtrazione efficace e garantire un ambiente di stampa più pulito.