Introduzione
TPU 85A e TPU 90A sono due diversi gradi di durezza dei filamenti di poliuretano termoplastico (TPU).
- Durezza: La durezza del TPU è solitamente rappresentata dalla durezza Shore A: 85A e 90A indicano i livelli di durezza di questi due filamenti, dove 90A è più duro di 85A.
- Elasticità e flessibilità: entrambi i filamenti possono allungarsi e piegarsi senza rompersi e hanno un eccellente recupero della forma. Ciò fa sì che TPU 85A e TPU 90A funzionino bene in applicazioni che richiedono elasticità e flessibilità.
- Resistenza all’abrasione: i filamenti in TPU hanno una buona resistenza all’abrasione, mantenendo prestazioni stabili per un uso a lungo termine.
In termini di applicazioni, TPU 85A e TPU 90A possono essere utilizzati per produrre suole di scarpe, componenti di attrezzature sportive e altri prodotti che richiedono elasticità e resistenza all’usura. Possono essere utilizzati anche per custodie per telefoni, cinturini per smartwatch e altri accessori elettronici. Nel complesso, questi due filamenti sono filamenti poliuretanici termoplastici ad alte prestazioni e ampiamente utilizzati. I loro diversi livelli di durezza consentono loro di soddisfare le esigenze di vari scenari applicativi.
Guida alla stampa
Preparazione generale del filamento
Ambiente di stoccaggio dei filamenti:
Per garantire che il filamento TPU non assorba l’umidità e non influisca sulla qualità di stampa durante il processo di stampa 3D o durante lo stoccaggio, si consiglia di conservare il filamento in un ambiente con umidità inferiore al 20% di umidità relativa. Si consiglia di conservare il filamento in una scatola di immagazzinaggio con un essiccante (si consiglia un essiccante in gel di silice).

Si prega di posizionare l’essiccante in gel di silice nella scatola di immagazzinaggio prima di riporre il filamento.
Essiccazione del filamento
Il filamento TPU ha un alto tasso di assorbimento dell’umidità e assorbe facilmente l’umidità dall’ambiente. Se il TPU con umidità viene utilizzato direttamente nella stampa 3D, l’umidità vaporizzerà rapidamente quando viene riscaldata durante la stampa, causando difetti come bolle e buchi nel prodotto stampato, che influiscono gravemente sulla qualità di stampa e possono persino portare a errori di stampa. Pertanto, si consiglia di utilizzare le seguenti attrezzature e parametri per l’asciugatura.
Per maggiori dettagli, consultare: https://wiki.bambulab.com/en/filament-acc/filament/dry-filament
| Forno di essiccazione ad aria | Piano riscaldato |
|---|---|
| 70 °C, 8 h | 75 – 85 °C, 8 h |
Se si utilizza un piano riscaldato per l’asciugatura, capovolgere il filamento ogni 4 ore e coprirlo con una box per filamento.
Riferimento essiccazione con piano riscaldato: https://wiki.bambulab.com/en/general/bambu-filament-drying-cover
Si prega di essere consapevoli dei seguenti rischi durante il processo di essiccazione:
⚠️ Rischio di espansione della bobina
Prima dell’asciugatura, la larghezza del bordo della bobina non deformato, è di circa 65,4 mm. Durante l’essiccazione, il filamento di TPU si espande se esposto al calore, provocando la deformazione e l’aumento delle dimensioni della bobina. Dopo l’asciugatura secondo i parametri indicati, la larghezza del bordo della bobina può espandersi fino a circa 69,4 mm. La scatola sigillata da 4 litri può garantire una rotazione regolare della bobina con un limite di larghezza massimo di circa 67,5 mm. La scatola sigillata da 5,8 litri può garantire una rotazione regolare della bobina con un limite di larghezza massimo di circa 108,5 mm, che è sufficiente per consentire al filamento di ruotare e caricarsi senza intoppi dopo l’espansione.
Pertanto, si consiglia vivamente di utilizzare una scatola sigillata da 5,8 litri per caricare il filamento dopo l’essiccazione.
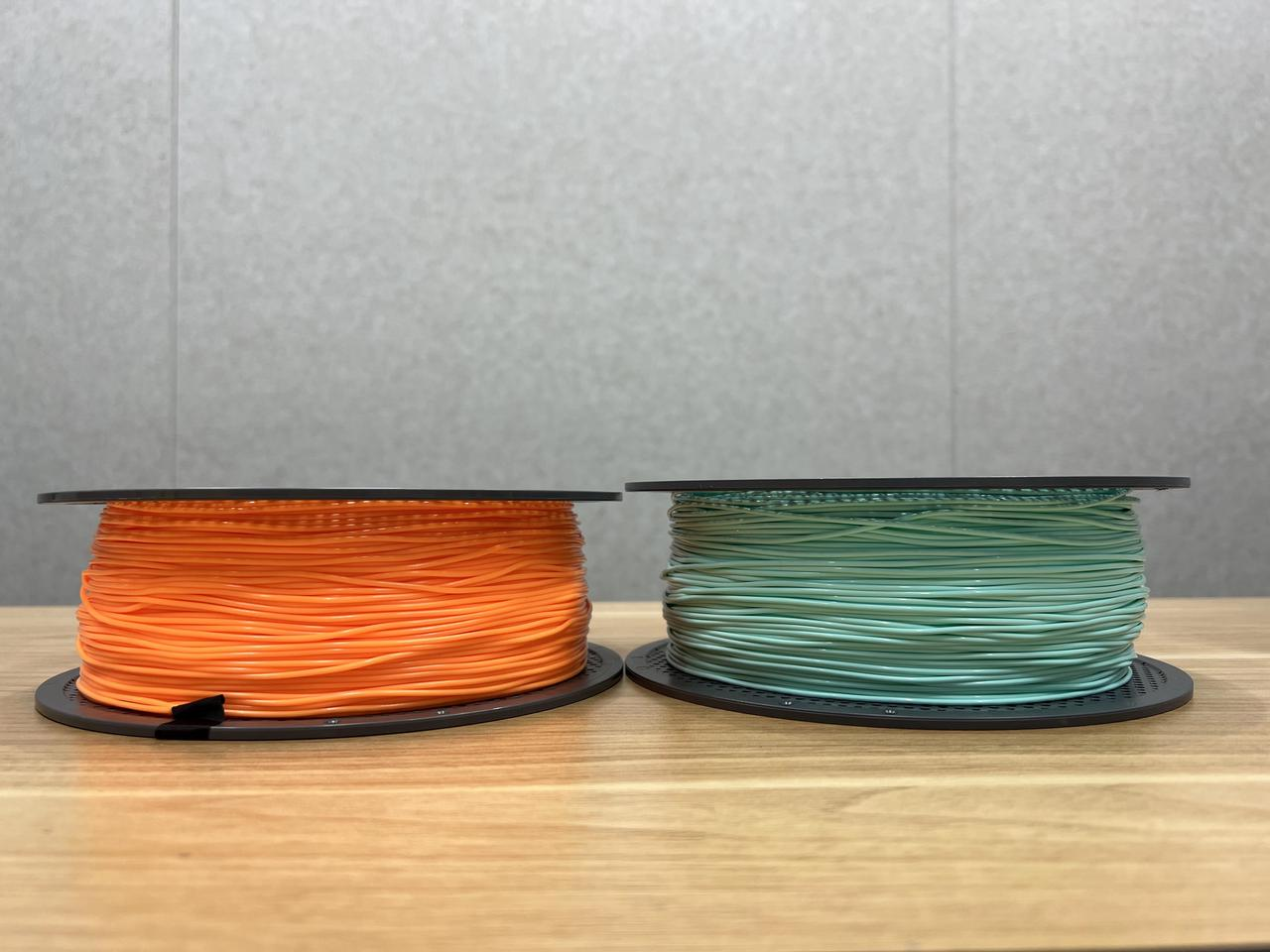 La bobina del filamento sul lato destro è la bobina espansa dopo l’asciugatura La bobina del filamento sul lato destro è la bobina espansa dopo l’asciugatura |  Scatole sigillate da 4 l e 5,8 l Scatole sigillate da 4 l e 5,8 l |
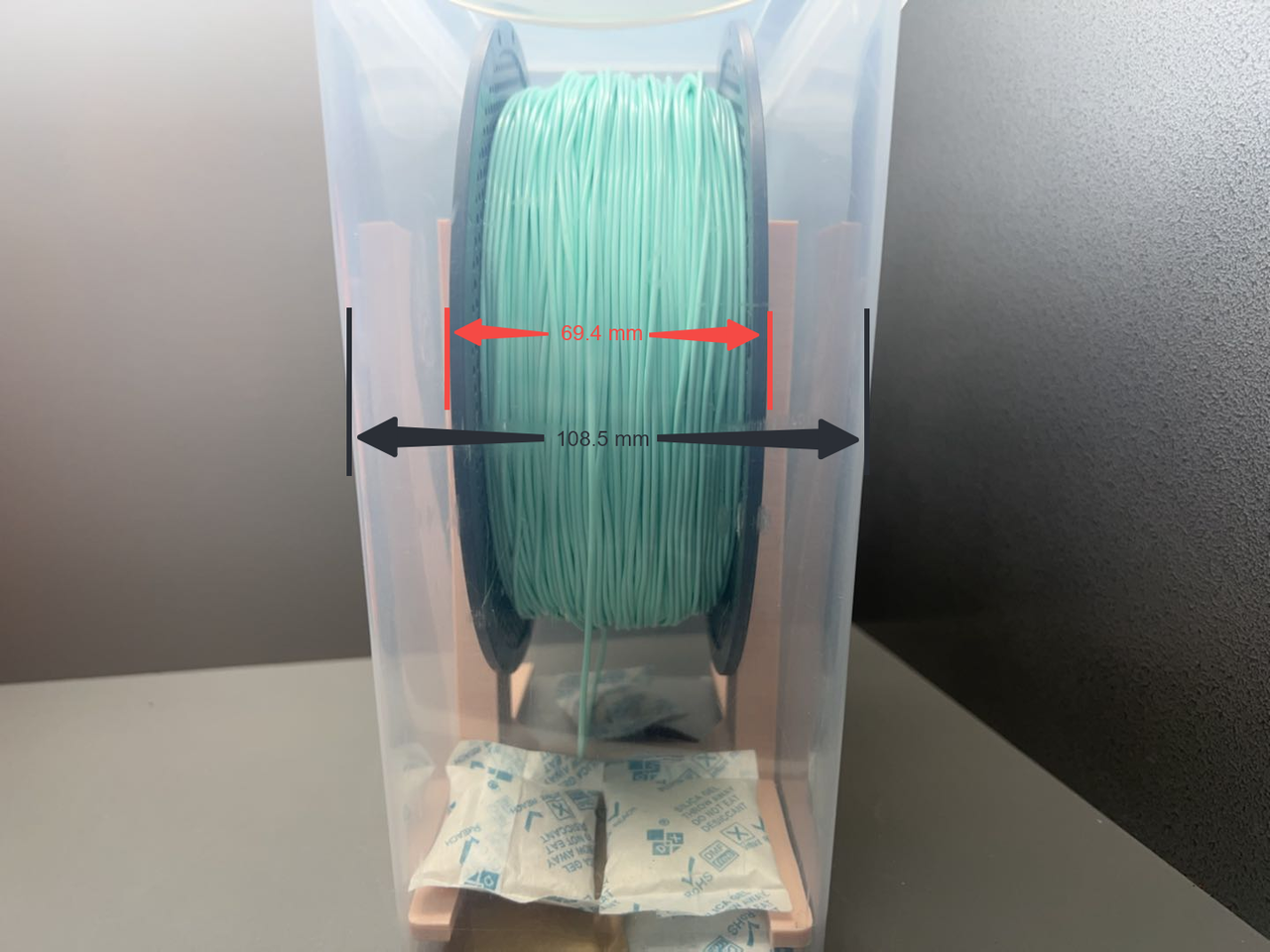 Il limite di larghezza massima della scatola sigillata da 5,8 litri è di circa 108,5 mm Il limite di larghezza massima della scatola sigillata da 5,8 litri è di circa 108,5 mm |  Il limite massimo di larghezza della scatola sigillata da 4 litri è di circa 67,5 mm Il limite massimo di larghezza della scatola sigillata da 4 litri è di circa 67,5 mm |
Nota:
- Durante l’asciugatura, l’utilizzo di un oggetto pesante resistente al calore che esercita pressione sulla bobina in TPU può aiutare a prevenire la deformazione. Se la bobina non si deforma, il filamento può essere caricato utilizzando la box sigillata da 4 litri.
- Se si utilizza una scatola sigillata per il caricamento, assicurarsi di utilizzare il supporto della bobina per garantire una rotazione regolare del filamento. Inoltre, per ridurre la resistenza al caricamento, aprire l’apertura laterale della scatola sigillata.
 Apertura laterale della scatola sigillata |  Garantire una rotazione regolare del filamento |
Collegamento del supporto della scatola sigillata da 4 litri: https://makerworld.com.cn/zh/models/807064?from=search#profileId-784185
Collegamento del supporto della scatola sigillata da 5,8 litri: https://makerworld.com.cn/zh/models/437644?from=search#profileId-353897
Preparazione generale della macchina
Hotend
Per garantire la migliore qualità di stampa e risultati con il filamento TPU, si consiglia vivamente di utilizzare un nuovo hotend o un hotend dedicato per la stampa di TPU.
| Filamento | hotend da 0,2 mm | hotend da 0,4 mm | hotend da 0,6 mm | hotend da 0,8 mm |
|---|---|---|---|---|
| TPU 85A | Non compatibile | Non compatibile | Raccomandato | Raccomandato |
| TPU 90A | Non compatibile | Raccomandato | Raccomandato | Raccomandato |
Piastra di costruzione
La lastra PEI testurizzata può diventare eccessivamente appiccicosa dopo l’applicazione dell’adesivo, quindi non è consigliabile utilizzare l’adesivo quando si stampa con una lastra PEI testurizzata.
Per altre piastre di stampa, è necessario applicare l’adesivo per evitare problemi come la scarsa qualità del primo strato, la mancanza di adesione o persino l’errore di stampa.
L’uso della colla su lastra fredda può causare un’adesione eccessivamente forte, quindi non utilizzarlo sul piano freddo.
| Filamento | Piastra fredda | Piastra ingegneristica | Piastra PEI liscia per alte temperature/liscia | Piastra fredda supertack |
| TPU 85A e 90A | Raccomandato | Raccomandato | Raccomandato | Non compatibile |
Stampante
Controllare e mantenere pulito l’estrusore (se sono presenti corpi estranei o residui di filamento, smontarlo e pulirlo). Se l’ingranaggio dell’estrusore è usurato, deve essere sostituito (in caso contrario, potrebbero esserci problemi con lo slittamento del filamento).
Se l’hotend non è nuovo, controllare le condizioni dell’hotend (se ci sono residui; se c’è, aumentare la temperatura ed eseguire l’estrazione a freddo 2-3 volte utilizzando filamento PLA / PETG, ma non utilizzare filamenti rinforzati con fibre per l’estrazione a freddo).
Passaggi dell’operazione di pulizia (utilizzando PLA Matte come esempio):
- Per facilitare l’uso, scollegare prima il tubo in PTFE dalla testa di stampa.
- Si consiglia di aumentare la temperatura dell’hotend a 250°C, quindi inserire un segmento di filamento PLA Matte nella testa di stampa.
- Premere il pulsante “Extrude Down” sull’interfaccia e osservare se il filamento viene estruso in modo continuo e uniforme. (Questo passaggio deve essere ripetuto 3-5 volte.)
Nota: Se si desidera pulire ulteriormente l’hotend per ottenere una migliore qualità di stampa, si consiglia il metodo di estrazione a freddo. Si prega di fare riferimento a questo wiki: Procedura di disostruzione dell’ugello/hotend per X1/P1.
Precauzioni operative e impostazioni dei parametri
Prerequisiti per il caricamento e lo scaricamento del filamento
Tutti i filamenti devono avere la bobina sollevata (la porta di scarico del filamento deve essere più alta della porta di carico della testa di stampa) per garantire un caricamento regolare.
I supporti del portabobina sono scaricabili al seguente link:
https://makerworld.com/zh/models/1155832-tpu-filament-spool-rack?from=search#profileId-1160985

Precauzioni pre-stampa:
- Assicurati che il filamento sia completamente asciutto prima di caricarlo.
- Sia il TPU 85A che il TPU 90A richiedono il caricamento manuale; AMS non può essere utilizzato per il caricamento automatico.
TPU 85A Caricamento
Segui le istruzioni video per il carico e lo scarico:
- Rimuovere preventivamente il coperchio in vetro e staccare il tubo in PTFE dalla testa di stampa.
- Posizionare il supporto della box sigillata nella posizione appropriata, assicurandosi che l’uscita sia più alta della stampante.

- Si consiglia di riscaldare l’hotend a 250°C durante il caricamento. Instradare il filamento da sopra la stampante e inserirlo direttamente nell’estrusore (il caricamento dal tubo in PTFE non è supportato). Quindi, premere lentamente il pulsante di caricamento per assicurarsi che il filamento venga estruso in modo uniforme e continuo.

Istruzioni per il caricamento del TPU 85A:
- Quando si fa clic sul pulsante di estrusione sullo schermo, non fare clic continuamente su di esso, poiché ciò potrebbe causare l’intasamento del TPU negli ingranaggi dell’estrusore.
- Una volta che gli ingranaggi dell’estrusore si sono innestati con il filamento TPU, premere lentamente il pulsante di estrusione per assicurarsi che il filamento venga estruso in modo uniforme e continuo dall’hotend prima di iniziare la stampa.
Caricamento TPU 90A
Si prega di seguire le istruzioni video per il carico e lo scarico.
- Il filamento può essere caricato da una scatola sigillata esterna attraverso l’accoppiatore posteriore del tubo in PTFE nel tubo in PTFE.

- Scollegare il tubo in PTFE dall’hotend, quindi caricare il filamento 90A attraverso l’accoppiatore del tubo in PTFE della scatola sigillata. Spingi delicatamente il filamento attraverso il tubo e, una volta che l’estremità anteriore del filamento è passata attraverso il tubo in PTFE, pizzica l’estremità anteriore del filamento ed estrai per una certa lunghezza.
- Dopo aver riscaldato l’hotend (consigliato 250 °C), tenere l’estremità anteriore del filamento e inserirlo nell’hotend. Premere lentamente il pulsante di caricamento fino a quando il filamento non viene estruso in modo uniforme e regolare. Infine, ricollegare il tubo in PTFE all’hotend.
Linee guida per il caricamento del TPU 90A:
- Durante il caricamento dal tubo in PTFE, se c’è una resistenza significativa, controllare se il filamento nella scatola sigillata ruota senza intoppi e se il tubo in PTFE presenta curve strette.
- Una volta che gli ingranaggi dell’estrusore si sono innestati con il filamento TPU, premere lentamente il pulsante di estrusione per assicurarsi che il filamento estruda uniformemente dall’hotend, evitando qualsiasi intasamento causato dal filamento che rimane impigliato negli ingranaggi dell’estrusore.
Scarico (lo stesso per TPU 85A e TPU 90A)
Lo scarico automatico non è supportato.
TPU 85A:
- Si consiglia di riscaldare l’hotend a 250 °C.
- Premi lentamente il pulsante di scarico dell’estrusore ed estrai delicatamente il filamento dall’hotend seguendo l’inversione dell’ingranaggio.
TPU 90A:
- Si consiglia di riscaldare l’hotend a 250 °C.
- Scollegare il tubo di caricamento in PTFE dalla testa di stampa, quindi afferrare il filamento.
- Premi lentamente il pulsante di scarico dell’estrusore, estrai delicatamente il filamento dall’hotend mentre segui l’inversione dell’ingranaggio.
- Una volta completato lo scarico, ricollegare il tubo in PTFE alla testa di stampa.
Impostazioni dei parametri
Oltre ai parametri predefiniti, le impostazioni dei parametri specifici devono essere regolate in base alle caratteristiche del modello.
- La temperatura di stampa consigliata per TPU 85A e 90A è di 225 °C e la temperatura del piano riscaldato deve essere compresa tra 30 e 35 °C. Non è necessario abilitare la temperatura della camera.
- Si prega di mantenere il limite di velocità del volume predefinito durante la stampa e di non aumentare la velocità di stampa.
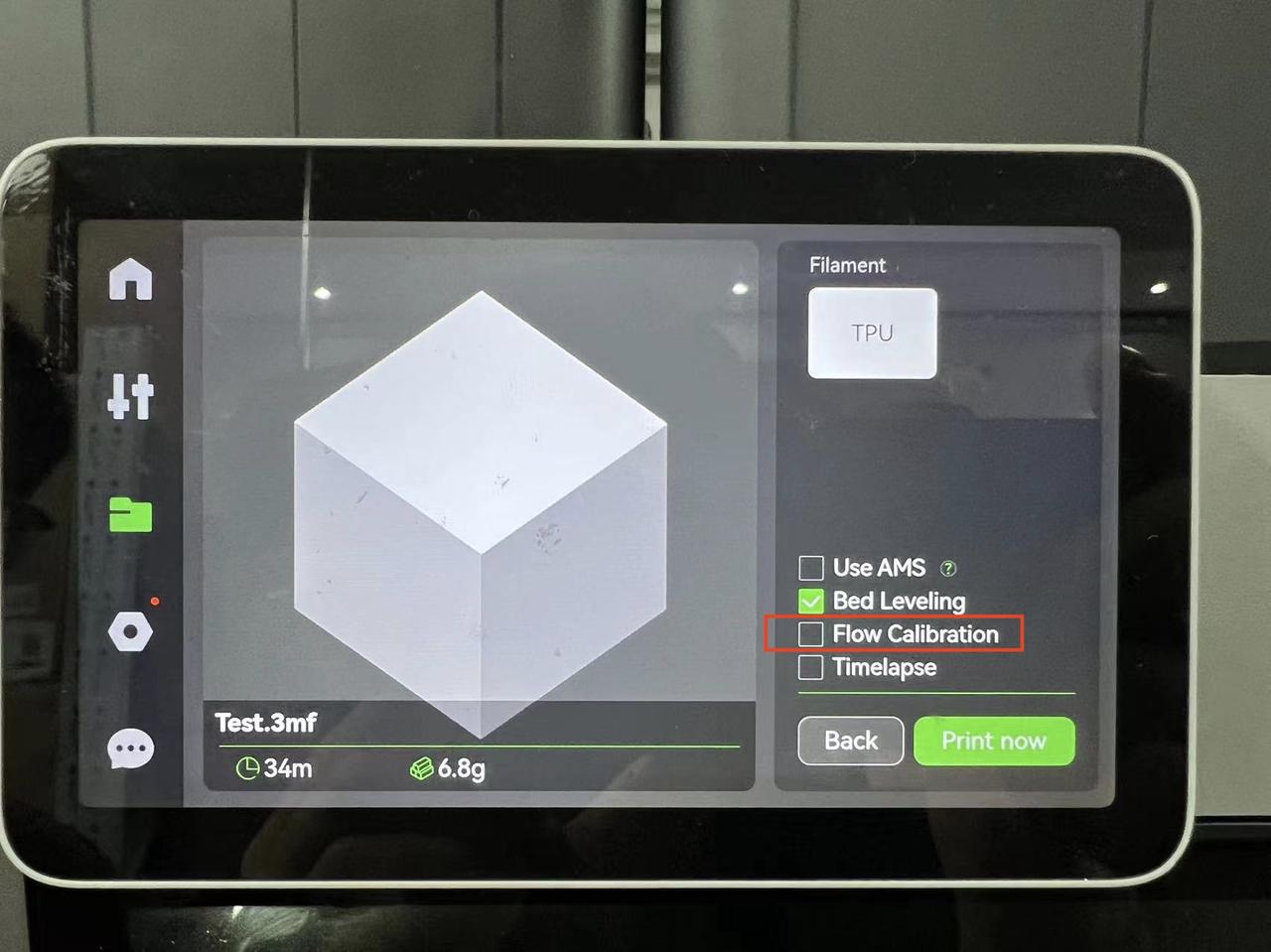
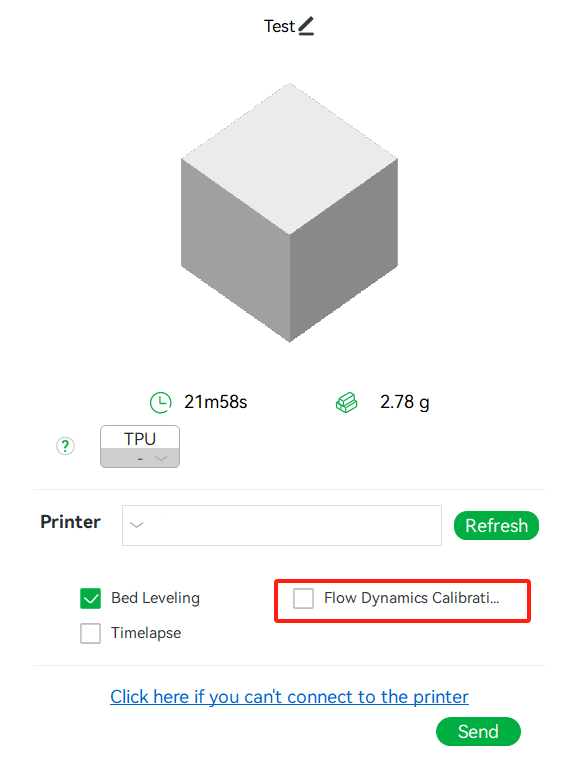
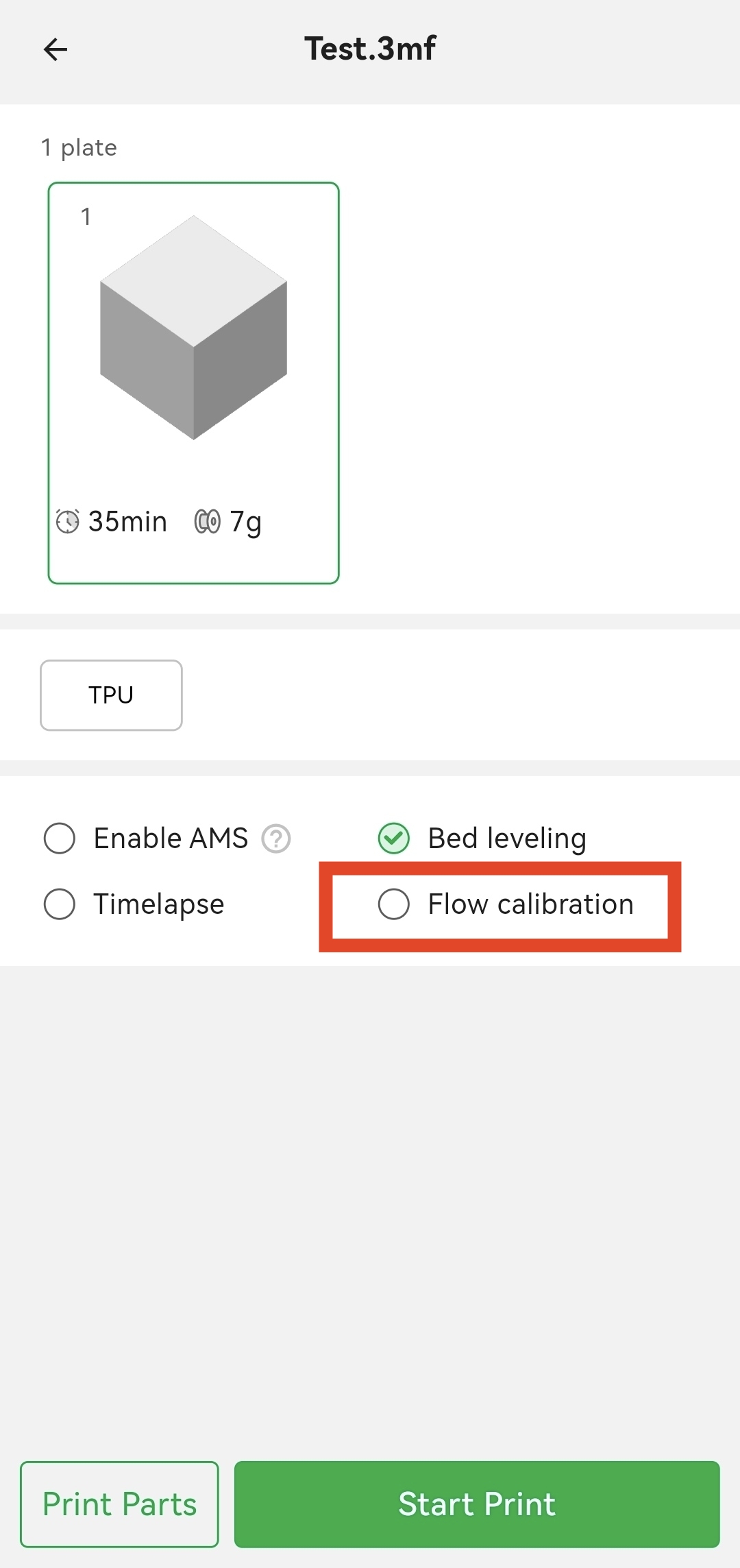
- Disattivare la calibrazione dinamica del flusso durante la stampa di TPU 85A e 90A.
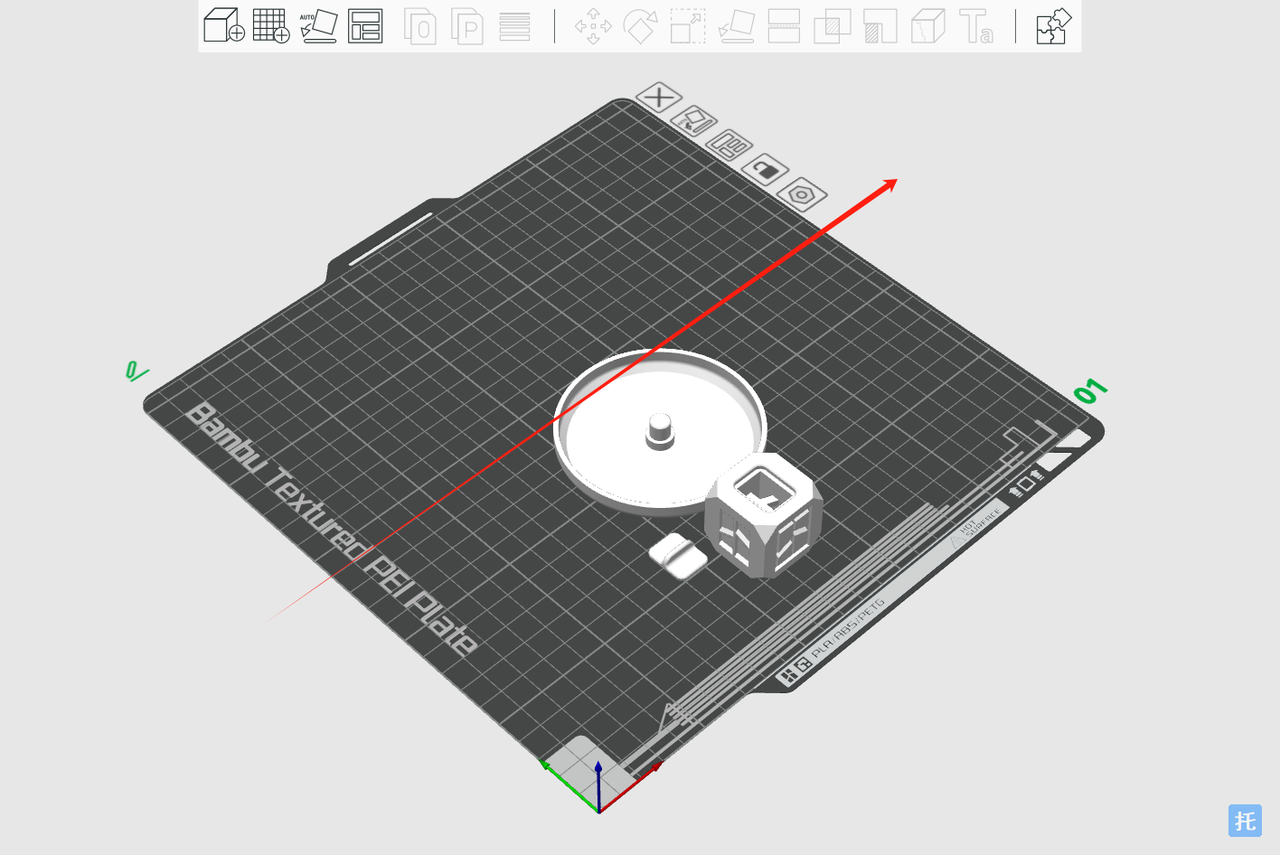
- Quando si stampa con il filamento TPU 90A, si consiglia di posizionare il modello vicino alla parte anteriore centrale della piastra di costruzione per ridurre l’attrito tra il filamento e il tubo in PTFE.
- Quando si stampa con X1E, non abilitare la temperatura della camera.
Problemi di stampa comuni
Il filamento TPU è soggetto ai seguenti problemi:
- Sotto estrusione (intasamento dell’ugello, resistenza al carico, scivolamento del filamento);
- Intasamento dell’estrusore (piegamento del filamento, che causa un intasamento nell’ingranaggio dell’estrusore; smontare l’estrusore e rimuovere il filamento intasato);
- Incordatura e trasudamento (è possibile utilizzare un hotend di diametro maggiore, regolare con precisione le impostazioni di retrazione, asciugare ulteriormente il filamento e applicare la post-elaborazione al modello).
Per la risoluzione dettagliata dei problemi e le soluzioni, fare riferimento a questo wiki: Problemi comuni di qualità di stampa e soluzioni.