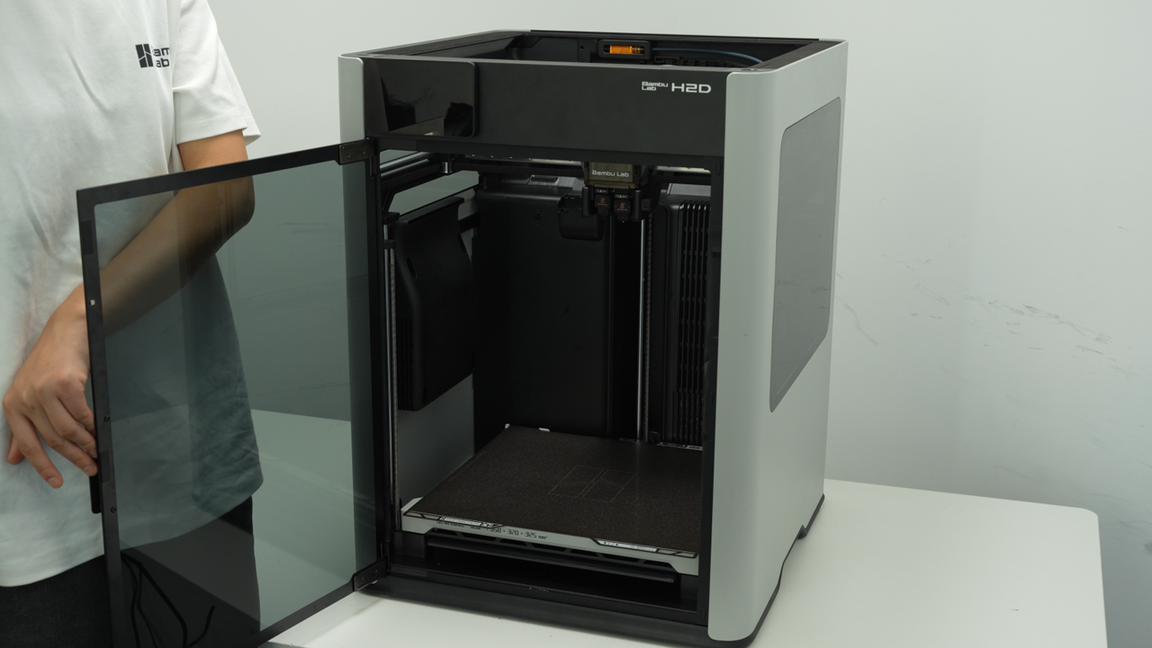
Questa pagina è un’introduzione ai componenti principali della stampante Bambu Lab H2D, in modo da fornirti una conoscenza generale di questa stampante.
Come funziona la H2D?
La stampante della serie H2D è una macchina che utilizza filamenti di plastica per creare oggetti 3D.
Nella maggior parte dei casi, H2D può stampare modelli 3D in formato STL e il modello di file deve essere pre-elaborato utilizzando un software di slicing prima della stampa.
Prendendo Bambu Studio come esempio, il software di slicing divide il file STL in più livelli. Le informazioni di ogni livello vengono automaticamente convertite in un linguaggio che la stampante può comprendere, che viene utilizzato per guidare i percorsi di movimento e le velocità di ogni asse durante il processo di stampa.
Inoltre, il software di slicing può anche integrare una varietà di impostazioni dei parametri nel codice generato, come la temperatura di stampa dei filamenti, la velocità di estrusione della stampante e generare supporto per determinate parti del modello stampato.
Il sistema di movimento Core XY
Bambu Lab H2D si basa sull’architettura Core-XY, che contiene due motori passo-passo e più set di pulegge folli sul piano XY. Ogni motore passo-passo è collegato alla testa portautensili tramite una cinghia di distribuzione indipendente e il movimento e la posizione della testa portautensili sono controllati dalla trasmissione coordinata motore-cinghia di distribuzione.
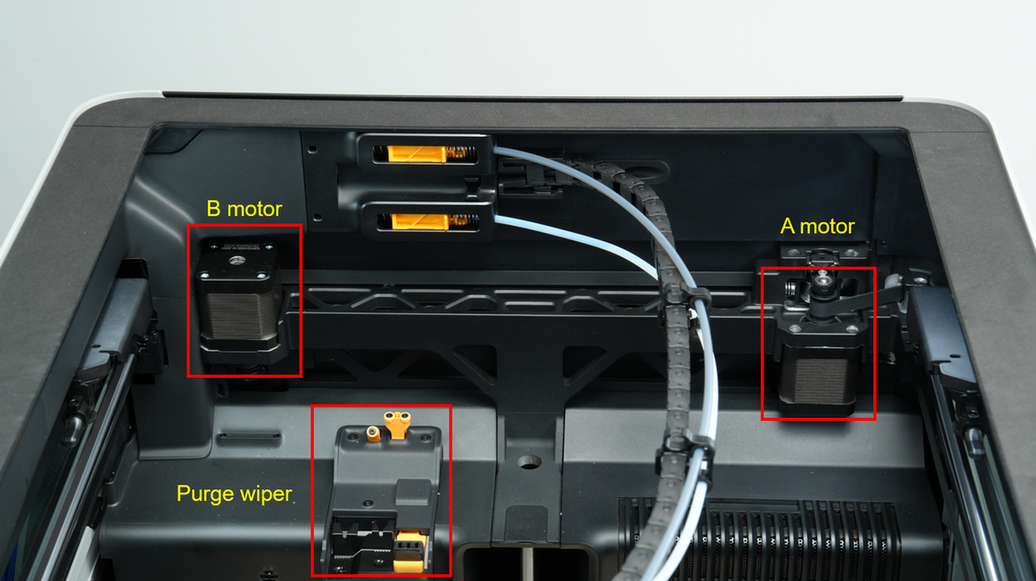
H2D stampa più velocemente con il sistema di movimento CoreXY rispetto alle stampanti cartesiane tradizionali perché è più leggero, il che è importante per una stampa veloce.
Per maggiori informazioni sul sistema di movimento CoreXY, visita questo link.
Assi Z
L’asse Z della stampante è costituito da 3 viti di comando, che sono collegate al motore passo-passo dell’asse Z tramite una cinghia.
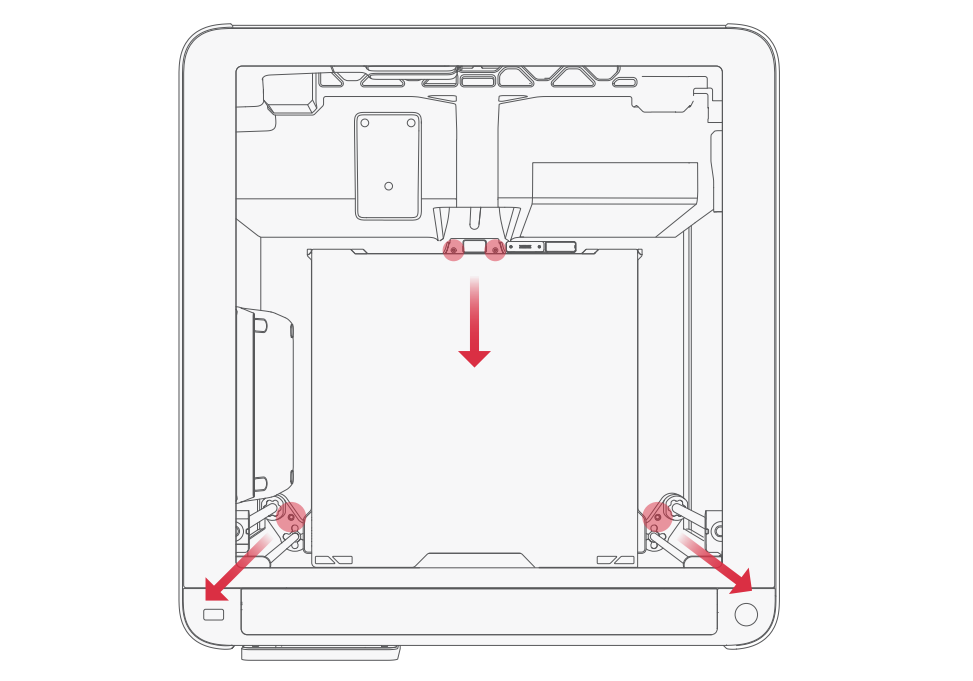
H2D è stato pre-calibrato per il livellamento del letto in fabbrica. Prima dell’uso, seguire le istruzioni per rimuovere le 4 viti che fissano l’asse Z alla base. Conservare queste 4 viti. Se la vite di comando dell’asse Z viene smontata e sottoposta a manutenzione o la macchina viene trasportata in seguito, queste 4 viti devono essere bloccate di nuovo.
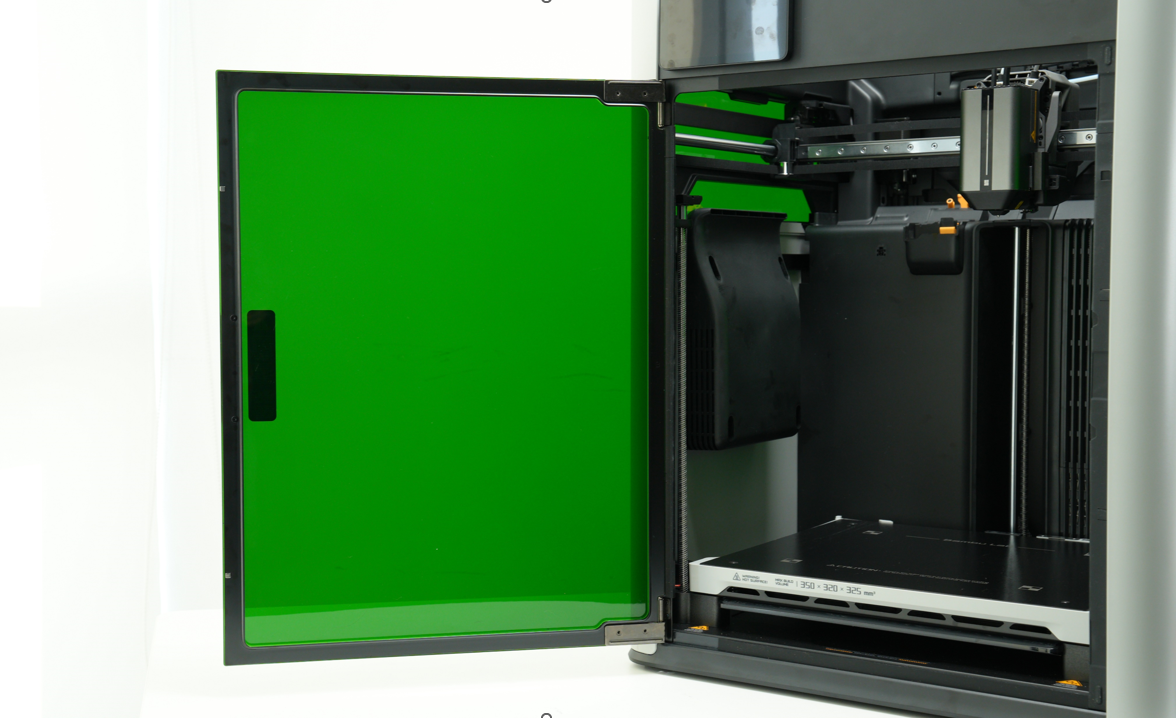
Alloggiamento della stampante
Le stampanti H2D offrono due opzioni di materiali per il coperchio superiore, lo sportello anteriore e le finestre del pannello laterale: versione in vetro temperato e versione di sicurezza laser.
Se devi usare un modulo laser, devi scegliere il vetro di sicurezza laser: la versione laser della stampante è preinstallata con la versione di sicurezza laser, mentre la versione non laser richiede un kit di aggiornamento separato (disponibile dopo la data di lancio dell’unità principale), che include uno sportello anteriore PC verde e finestre sinistra e destra, nonché una copertura protettiva superiore nera. In caso contrario, la funzione laser verrà forzata ad arrestarsi automaticamente.
H2D ha dotato il coperchio superiore, lo sportello anteriore, i pannelli laterali e le finestre del pannello laterale di una funzione di rilevamento dello sportello aperto. Quando viene rilevato che lo “sportello” è aperto, se è installato un modulo laser, il dispositivo visualizzerà un messaggio di errore rosso e sospenderà immediatamente l’attività. Se viene utilizzata una funzione non laser, il dispositivo visualizzerà “Apri lo sportello” in HMS e visualizzerà un messaggio di avviso arancione, ma non sospenderà l’attività.

Estrusore
L’estrusore è responsabile dell’estrazione del filamento dalla bobina e dell’alimentazione nell’hotend. Dopo il riscaldamento e la fusione, viene estruso attraverso l’ugello per generare un modello stampato.
L’estrusore deve controllare accuratamente la lunghezza di estrusione e retrazione del filamento per garantire la precisione dimensionale e la qualità dell’aspetto del modello stampato. È uno dei componenti principali di una stampante 3D.
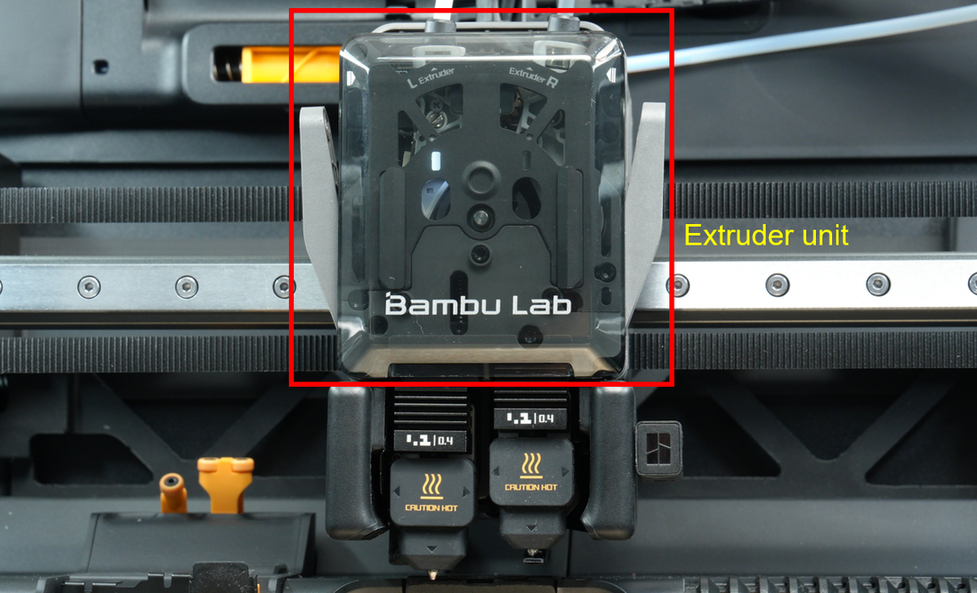
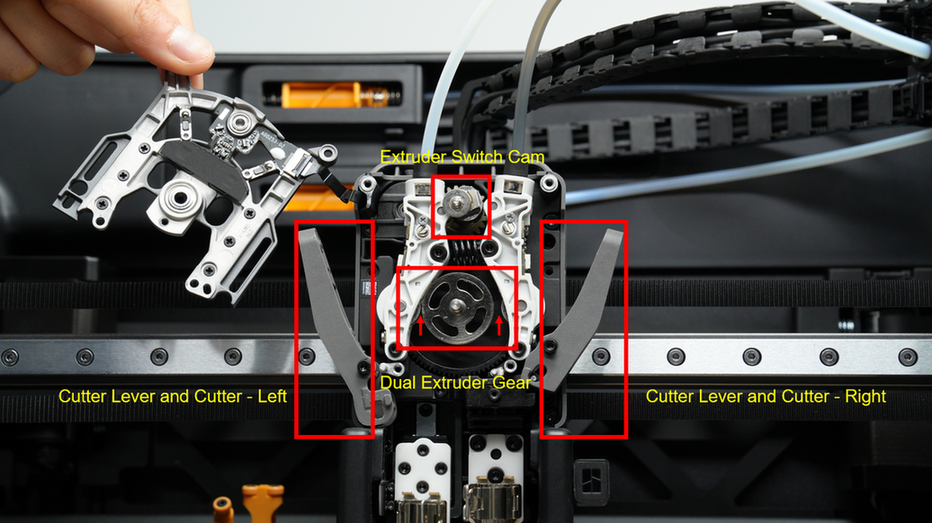
L’estrusore H2D è composto principalmente da un sistema di commutazione, un sistema di estrusione e un sistema di taglio:
Il sistema di commutazione utilizza un motore di commutazione e un sistema di azionamento per azionare la camma, che realizza il movimento oscillante dei collegamenti delle ruote motrici sinistra e destra (barre condotte). In coppia con la molla di tensione che collega le barre condotte, la ruota condotta di un lato preme contro la ruota motrice di estrusione sul sistema di estrusione per comprimere il filamento, consentendo alla ruota di ruotare ed estrudere il filamento. Nel frattempo, la ruota condotta sull’altro lato non preme contro il filamento, quindi la rotazione della ruota attiva non provoca alcun movimento del filamento.
Il motore di estrusione aziona la ruota motrice di estrusione per ruotare in senso orario o antiorario, il che può azionare le ruote condotte su entrambi i lati per estrudere rispettivamente il filamento, per ottenere l’effetto di estrusione sinistra o destra con una ruota motrice di estrusione.
Il sistema di taglio taglia il filamento tra l’estrusore e l’hotend e il filamento può essere tirato indietro in questo momento. In combinazione con il dispositivo di arresto del taglia-filamento e l’AMS, la stampante può tagliare e sostituire automaticamente i filamenti per ottenere stampe multicolore o multi-materiale.
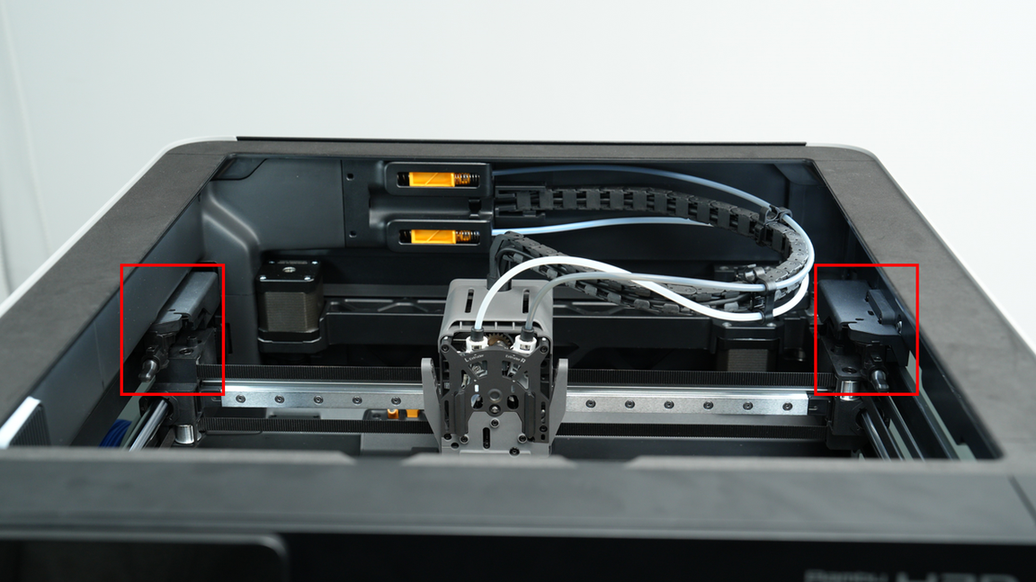
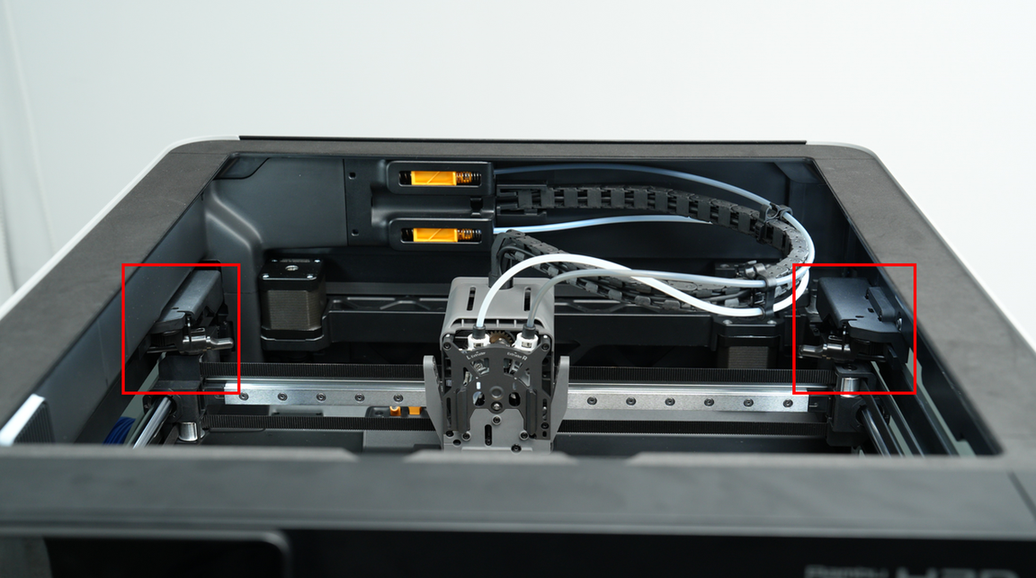
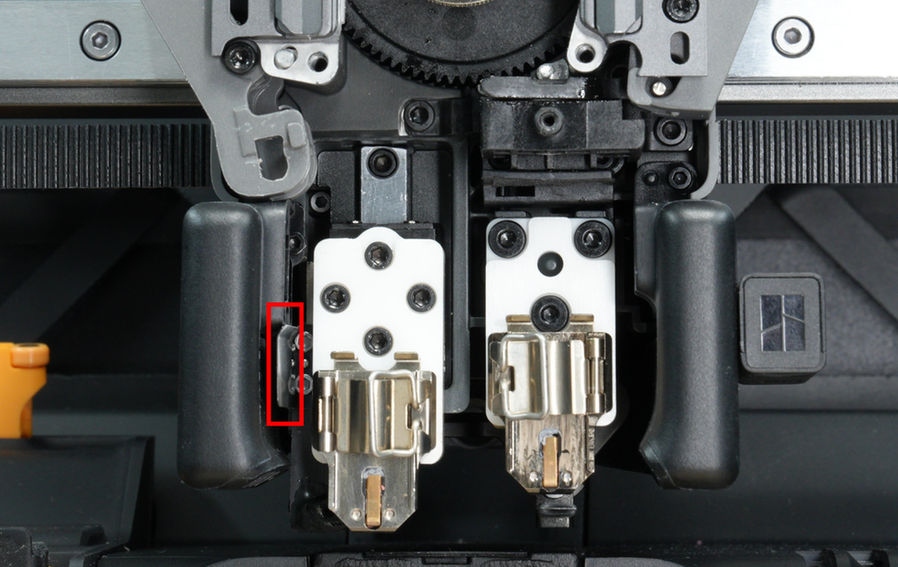
Blocco del filament cutter (taglia filamento)
Per garantire il normale funzionamento delle frese sinistra e destra, è presente un fermo della fresa pieghevole su ciascun lato dell’H2D.
Durante il funzionamento della stampante, l’asta del fermo della fresa ha 3 possibili stati: posizione zero, posizione di lavoro e posizione di evitamento del ritorno a zero della testa utensile.
Posizione zero: La maggior parte delle volte, l’asta di arresto della taglierina è in posizione zero, il che non influisce su alcuna area di stampa.
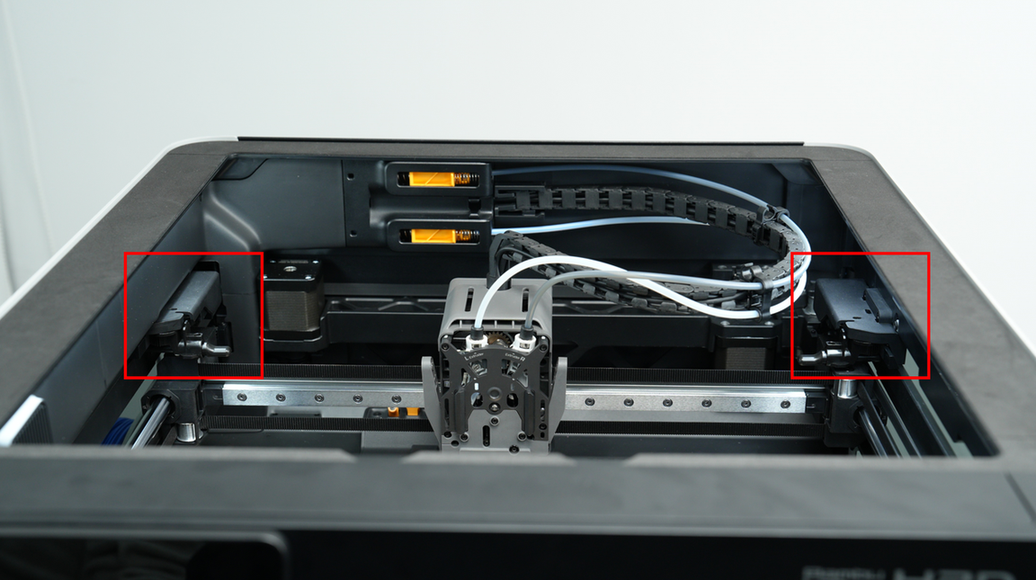
Posizione di lavoro: Quando la taglierina deve tagliare il filamento, l’asta di arresto si sposta nella posizione di lavoro.
Posizione di evitamento dell’homing della testa di stampa: Per evitare di influire sulla precisione del ritorno a casa del motore dell’asse Y, l’asta di spinta della taglierina è in posizione di evitamento quando la testa utensile torna a casa.
Va notato che, a differenza delle stampanti X1 e P1, l’asta di arresto della taglierina dell’H2D non limita la gamma di movimento della testa utensile e le gamme di stampa estreme dell’asse X e dell’asse Y possono essere ottenute senza operazioni speciali.
Hotend
L’assemblaggio hotend è il componente principale del modulo della testina portautensili, costituito da un assemblaggio di riscaldamento hotend, un hotend (con ugello, blocco termico e dissipatore di calore) e una calza in silicone hotend. La temperatura di riscaldamento massima supportata è 350°C. L’assemblaggio hotend riscalda il filamento a una temperatura specificata e il filamento fuso viene depositato sotto forma di uno strato sottile per generare un modello.

Filamenti diversi spesso richiedono temperature di riscaldamento diverse. Ad esempio, i materiali PLA vengono stampati a temperature più basse, intorno ai 210-220°C, mentre i materiali PPA devono essere stampati a temperature più alte, intorno ai 300~320°C. Come la serie A1, la stampante Bambu Lab H2D fissa il riscaldatore dell’hotend e il sensore di temperatura NTC alla base riscaldante senza dover scollegare e ricollegare piccoli terminali o utilizzare un cacciavite. L’hotend è fissato con una fibbia a sgancio rapido per garantire la conduzione del calore e la fusione dei filamenti. Allo stesso tempo, sulla base dell’hotend A1, il design H2D migliora il flusso aumentando la potenza di riscaldamento e la zona di fusione. In termini di materiale, incorpora una base isolante in ceramica di zirconia e una base termoconduttrice in rame per migliorare le prestazioni di isolamento.
Il principio e la funzione dell’hotend sinistro che sale e scende
Quando il motore di sollevamento ruota, il meccanismo di trasmissione spinge l’hotend sinistro a salire e scendere e allo stesso tempo spinge il blocco di flusso a oscillare a sinistra e a destra. Esiste una relazione di collegamento tra l’hotend sinistro e il blocco di flusso. Quando l’hotend sinistro scende, il blocco di flusso si sposterà sull’hotend destro per bloccare l’ugello destro; quando l’hotend sinistro sale, il blocco di flusso si sposterà sull’hotend sinistro per bloccare l’ugello sinistro, impedendo così all’hotend di perdere quando non si stampa.
Nota:
La funzione del blocco di flusso è quella di bloccare l’ugello non funzionante per evitare perdite. Se c’è una leggera inclinazione sinistra-destra, può essere utilizzato normalmente purché non influisca sulla funzione di blocco. Se si scopre che il blocco di flusso non preme l’ugello, è possibile spostare la biella del blocco di flusso nella posizione tra i due ugelli, provare a piegare manualmente il blocco di flusso verso l’alto e quindi cambiare manualmente gli ugelli sinistro e destro sullo schermo per confermare che il blocco di flusso può bloccare l’ugello normalmente e può muoversi normalmente.
Il blocco del flusso si trova sotto l’ugello ed è relativamente fragile. In caso di stampa anomala, il blocco del flusso potrebbe deformarsi a causa di sporgenze anomale. In questo caso, si consiglia di sostituire il blocco del flusso. Il blocco del vento è una sottile lamiera di acciaio. Quando si smonta la calza in silicone dell’hotend o l’hotend, il blocco del vento potrebbe deformarsi. Se la deformazione non è grave, è possibile raddrizzarla manualmente. Se è gravemente deformata, si consiglia di sostituire il blocco del vento.
Allo stesso tempo, un blocco del vento è installato accanto all’hotend sinistro, che sale e scende con l’hotend sinistro, in modo che il vento che soffia fuori dal condotto dell’aria si concentri il più possibile sul dissipatore di calore dell’hotend, migliorando l’efficienza di dissipazione del calore e riducendo il rischio di blocco.
Raccomandazioni per i materiali utilizzati per gli hotend sinistro e destro
- Se si stampano solo materiali monocromatici, si consiglia di utilizzare l’hotend giusto per la stampa.
- Se si deve lavorare con AMS per la stampa multicolore, si consiglia di collegare AMS all’hotend giusto.
- Se si desidera utilizzare il secondo hotend per stampare materiali di supporto, si consiglia di utilizzare l’hotend di sollevamento per la stampa.
- TPU è adatto solo per l’hotend giusto.
Sistema di spurgo
Il pulitore di spurgo di H2D include una parte pulitore di spurgo e una parte pulitore ugello (pulizia approssimativa), in cui la parte pulitore di spurgo è composta da una piastra di spinta e una piastra di ricezione, e la parte pulitore ugello è composta da un’asta di spinta e una biella di collegamento dell’ugello di pulizia.
Parte pulitore di spurgo: viene utilizzata per gestire in modo efficiente i filamenti di scarto espulsi dall’ugello. Le sue funzioni includono la raccolta e il trasporto dei filamenti di scarto per garantire che gli scarti vengano smaltiti correttamente per garantire un processo di stampa regolare e continuo. Il dispositivo svolge un ruolo importante in più processi di stampa, tra cui la preparazione della stampante, la pausa e la ripresa della stampa, il caricamento e lo scaricamento dei filamenti e lo scambio del filamento e il processo di lavaggio durante la stampa multicolore.
Parte pulitore ugello: viene utilizzata per pulire l’ugello prima di avviare un’attività di stampa. Ogni volta che viene avviata un’attività di stampa, l’azione di pulizia viene eseguita automaticamente senza intervento manuale. Si noti che la sostituzione del pulitore ugello in silicone fa parte della normale procedura di manutenzione. Se il tergicristallo dell’ugello in silicone è danneggiato, puoi acquistare un pezzo di ricambio nello store ufficiale.
La pulizia dell’ugello prima della stampa include una pulizia grossolana e una pulizia fine. La pulizia grossolana è usata principalmente per rimuovere i residui dall’ugello, durante la pulizia fine, assicura la scorrevolezza dell’ugello e abbassa di 1~2 mm la lamiera d’acciaio del letto riscaldato per ottenere un migliore effetto di pulizia.
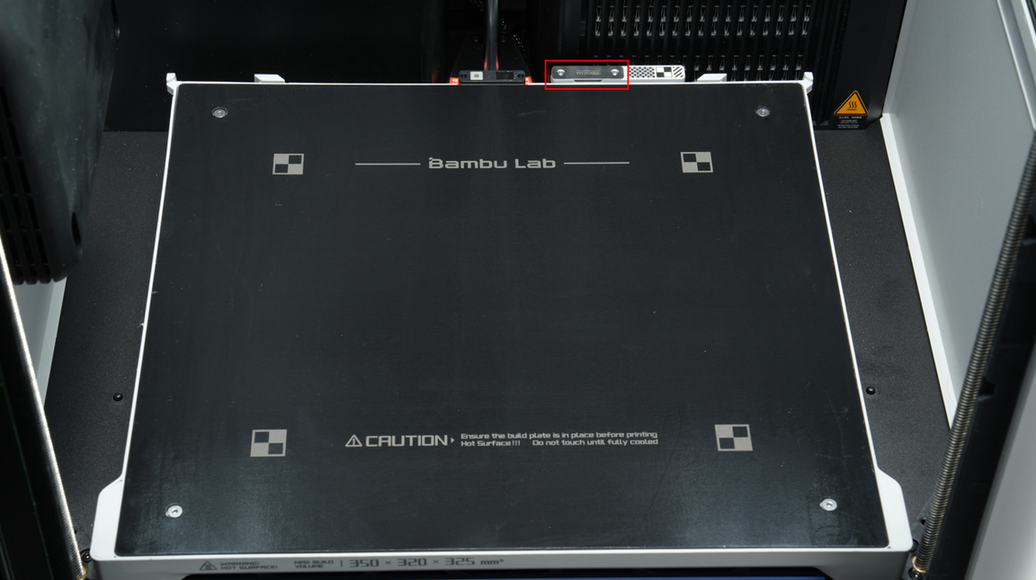
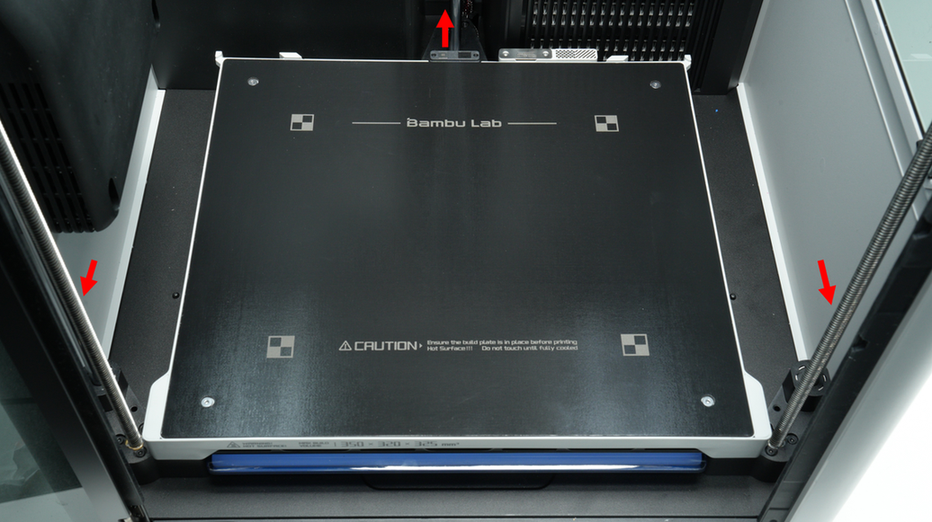
Superficie riscaldata
Il piano riscaldato viene utilizzato per riscaldare la superficie di stampa per aiutare gli strati stampati ad aderire meglio alla piastra di stampa. Se la superficie di stampa non viene riscaldata, il filamento depositato si raffredderà rapidamente e la tensione tra gli strati ne causerà la deformazione. Durante il processo di stampa, la stampante H2D regolerà la temperatura di riscaldamento del piano riscaldato in base al tipo di materiale utilizzato, fino a 120 °C. Ad esempio, quando si utilizza materiale PLA, l’impostazione della temperatura del piano riscaldato a 35-45 °C durante la stampa su una piastra di raffreddamento Bambu può evitare efficacemente la deformazione. Per materiali come ABS e PC, per evitare la deformazione, la temperatura del piano riscaldato deve essere impostata tra 100-110 °C per la stampa.
L’area di stampa massima della superficie del piano riscaldato è 350 x 320 mm². (L’area di stampa effettiva dipende dall’ugello utilizzato; per maggiori dettagli, fare riferimento a Introduzione alla gamma stampabile degli ugelli doppi H2D Introduzione alla gamma stampabile di ugelli doppi H2D.
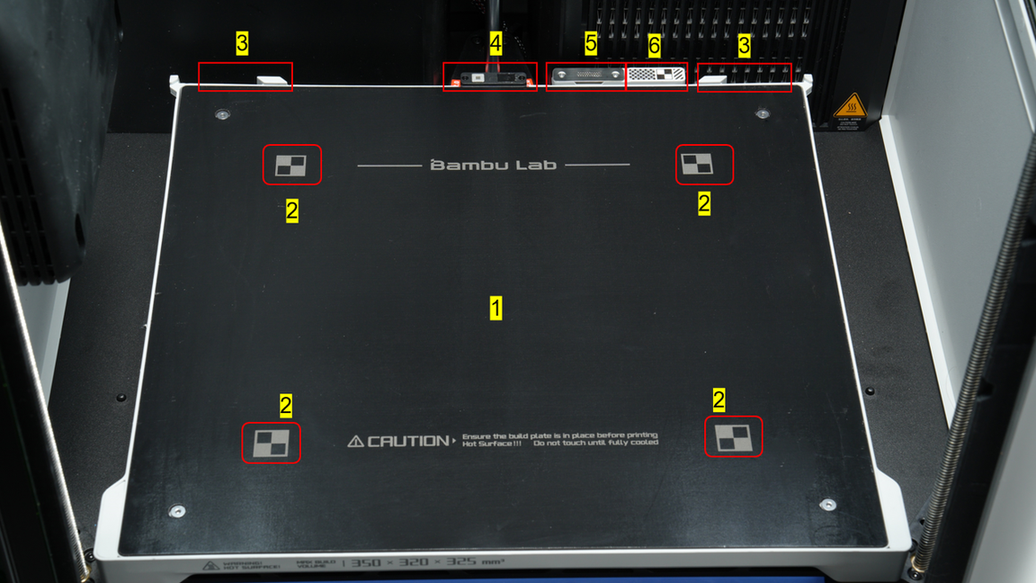

Il piano riscaldato della stampante H2D è costituito dalle seguenti parti:
| Module name | 1 Heating area | 2 Marker on the magnet surface | 3 Build plate positioning parallel block | 4 Nozzle offset calibration coil |
|---|---|---|---|---|
| Function | Heating surface | Calibrate the BirdsEye camera and live camera | Easy to place the build plate accurately | Used to calibrate the left and right hotend offsets to ensure that the positioning of the two hotends is exactly the same. |
| Note | Avoid scratching the soft magnetic sticker with sharp objects. | Avoid scratching the soft magnetic sticker with sharp objects. | When placing the build plate, you can tilt it slightly and slide it inwards, and put it down when it reaches the limit position. | If you find that the model has an obvious layer shift after switching the nozzle during printing, it is recommended to perform a nozzle offset calibration. |
| Module name | 5 Nozzle wiper steel sheet | 6 Calibration sticker | 7 Status Indicator |
|---|---|---|---|
| Function | Clean the nozzle and ensure the nozzle face remains smooth | For calibrating the toolhead camera | Used to indicate the printer’s health status and printing task status. |
| Note | It can be removed and replaced after severe wear. | Avoid scratching the sticker with sharp objects. |
Piano di stampa
La stampante della serie H2D è dotata di una piastra PEI testurizzata.
Sistema di raffreddamento e riscaldamento
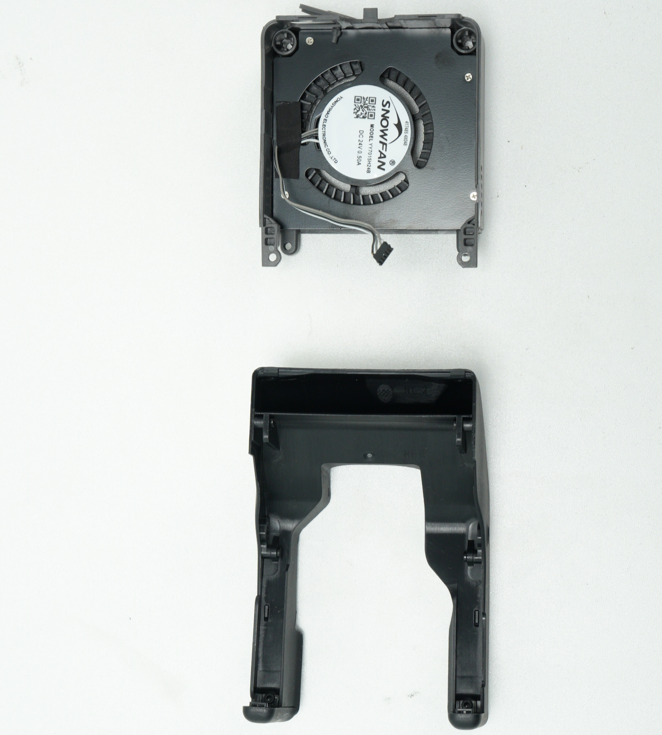
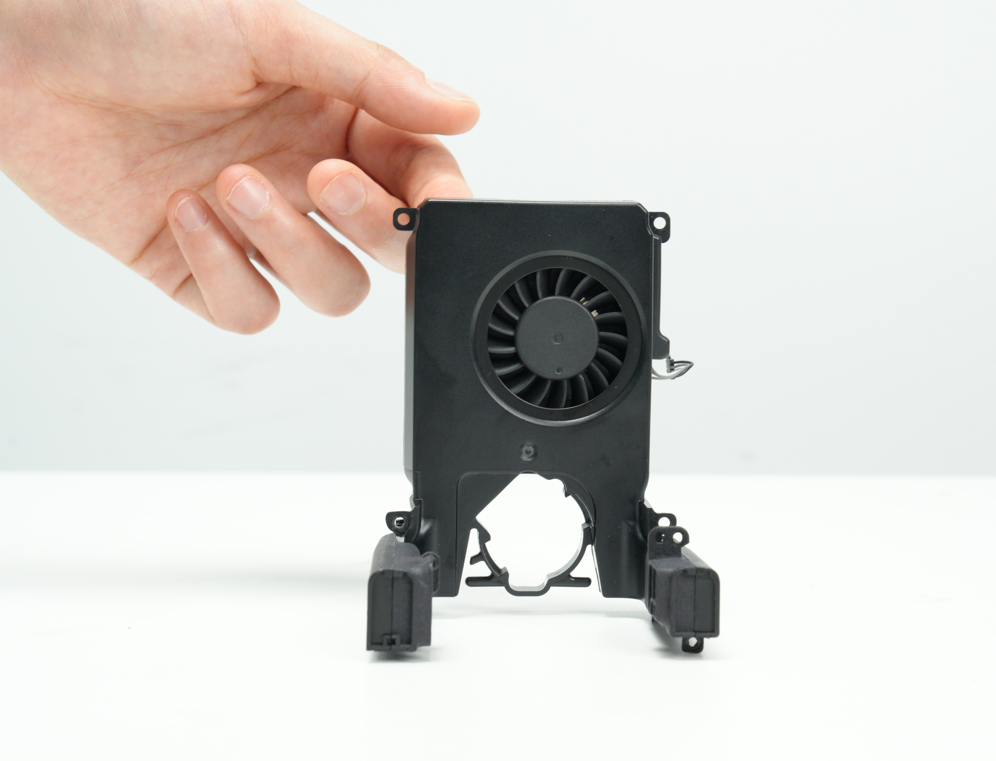
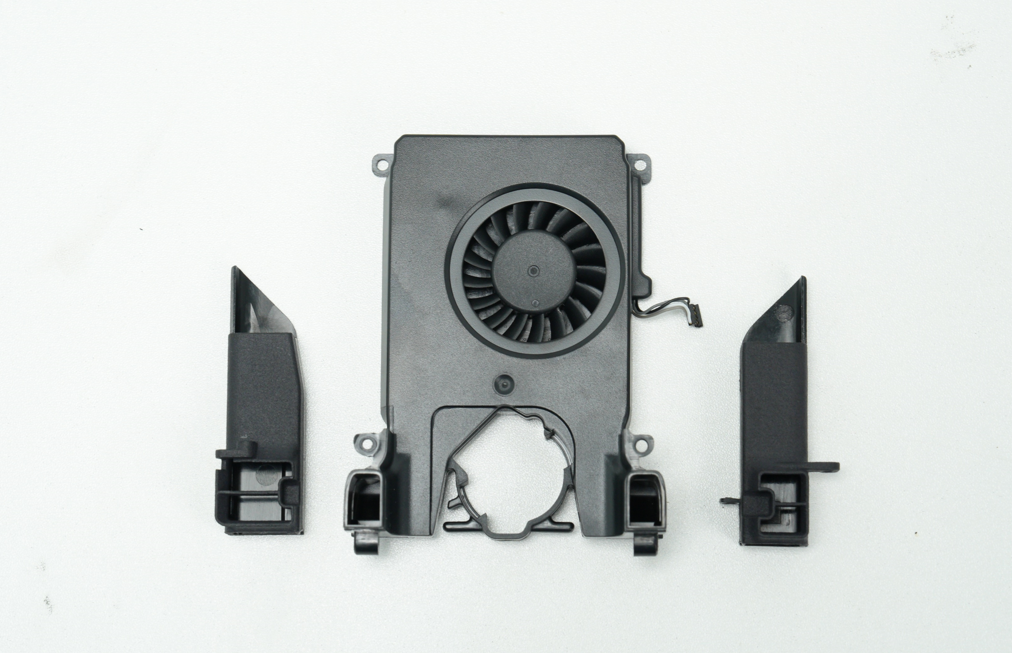
Ventola di raffreddamento parziale e condotto dell’aria
La stampa veloce richiede un buon raffreddamento delle parti stampate. H2D è dotato di una ventola centrifuga 5015 personalizzata e di un condotto dell’aria. L’aria di raffreddamento soffiata dalla ventola verrà soffiata nelle vicinanze degli hotend sinistro e destro attraverso il condotto dell’aria, garantendo così un rapido raffreddamento delle parti stampate sugli hotend sinistro e destro.



Ventola di raffreddamento per hotend e condotto dell’aria
H2D è dotato di una ventola di raffreddamento per l’hotend e il condotto dell’aria. L’aria di raffreddamento soffiata dalla ventola viene diretta ai dissipatori di calore degli hotend sinistro e destro attraverso il condotto dell’aria per mantenere stabile la temperatura dell’hotend e prevenire il surriscaldamento, migliorando così la qualità di stampa e riducendo i problemi di intasamento. Inoltre, l’hotend sinistro è anche dotato di un wind blocker. Per dettagli specifici sul wind blocker, fare riferimento al principio e alla funzione dell’hotend sinistro che sale e scende.
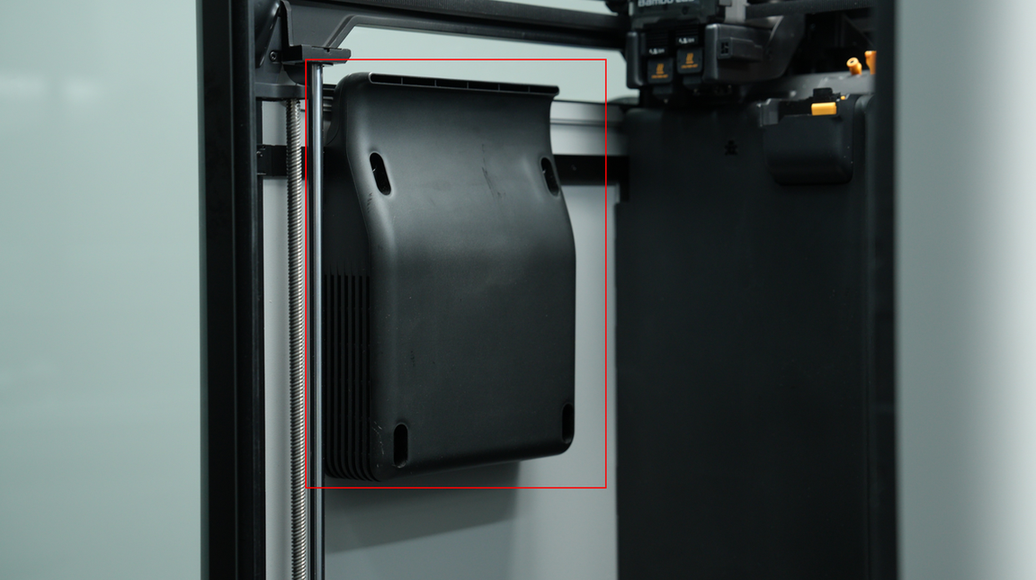
Ventola di raffreddamento della parte ausiliaria
H2D è dotato di una ventola di raffreddamento aggiuntiva sul lato sinistro della camera. Per alcuni filamenti (come il PLA), una buona dissipazione del calore aiuta a migliorare i risultati di stampa. Accendendo la ventola si formerà uno “strato di flusso d’aria” sulla stampa, che aiuta a polimerizzare lo strato di stampa il più rapidamente possibile.
Sistema di raffreddamento della camera
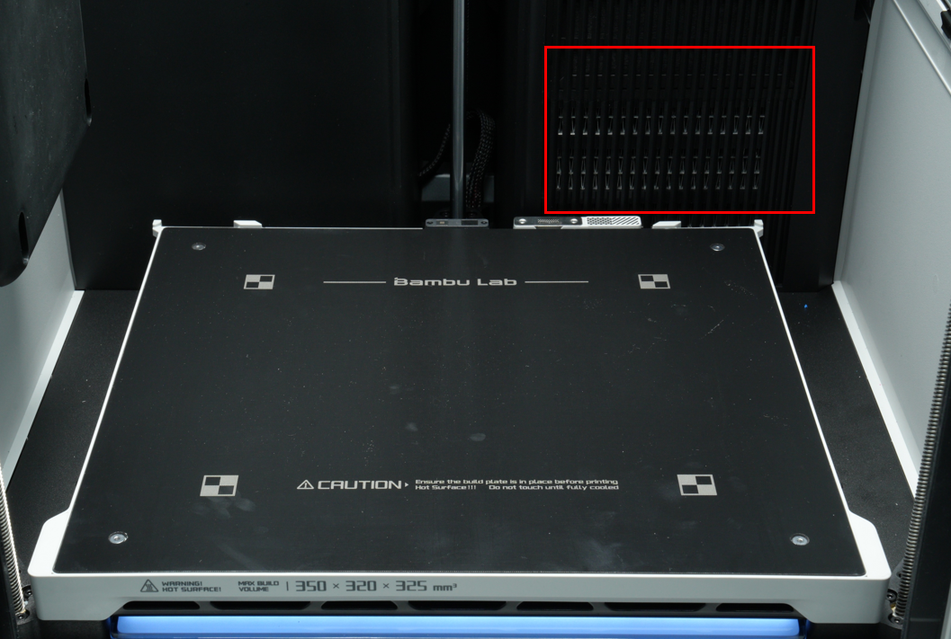
Quando la stampante avvia la ventola di scarico esterna, lo sfiato superiore automatico e lo scarico della camera attiva sul retro della stampante si apriranno automaticamente per controllare con precisione la temperatura della camera o controllare il flusso d’aria nella camera. Lo sfiato superiore automatico funge da ingresso dell’aria e collabora con lo scarico della camera attiva all’uscita dell’aria per fornire un’aspirazione d’aria sufficiente per il sistema, assicurando al contempo che il flusso d’aria nella camera sia come previsto e controllabile.
Quando la stampante è inattiva o durante la stampa, se il riscaldamento della temperatura della camera non è attivato, la stampante è in modalità di raffreddamento.
In modalità di raffreddamento:
Lo sportello dell’interruttore del filtro rimane aperto;
Lo scarico della camera attiva e lo sfiato superiore automatico si apriranno insieme alla ventola di scarico della camera per garantire la circolazione dell’aria tra la camera della stampante e il mondo esterno e ridurre la temperatura all’interno della cavità.
Per bilanciare il rumore e l’effetto di raffreddamento, la velocità della ventola di scarico della camera aumenterà all’aumentare della temperatura della camera durante la stampa. Quando la temperatura della camera della stampante è bassa e la richiesta di raffreddamento non è forte, la ventola di scarico della camera ridurrà la sua velocità al 30%.


In sintesi, lo sfiato superiore automatico e lo scarico attivo della camera hanno le seguenti due funzioni principali:
Durante la stampa 3D, il sistema controllerà automaticamente l’apertura e la chiusura e la ventilazione in base al tipo di filamenti stampati e al rilevamento della temperatura della camera per ottenere un controllo preciso della temperatura della camera;
Quando il modulo laser è in funzione, dovrebbe essere fornita una presa d’aria sufficiente per aiutare i gas di scarico e le particelle generate dal funzionamento del laser a essere completamente filtrati dall’elemento filtrante prima di essere scaricati all’esterno della macchina per ridurre l’inquinamento. Allo stesso tempo, l’angolo di apertura dello sfiato è stato attentamente progettato per garantire una presa d’aria sufficiente ed evitare l’esposizione diretta del laser all’esterno dell’apparecchiatura, riducendo così potenziali danni al corpo umano.
Sistema di riscaldamento della camera
Quando la camera è riscaldata, il sistema di circolazione della stampante passa alla modalità di riscaldamento e lo scarico attivo della camera e lo sfiato superiore automatico vengono chiusi. Per aumentare il flusso d’aria e accelerare l’aumento della temperatura durante la fase di aumento della temperatura della camera, lo sportello dell’interruttore del filtro viene aperto; mentre nella fase di mantenimento della temperatura della camera, lo sportello dell’interruttore del filtro viene chiuso per garantire l’effetto di filtraggio.
Quando la temperatura della camera è impostata sullo schermo, o è selezionata la modalità di riscaldamento, o il riscaldamento della temperatura della camera è configurato nel file di slicing, la stampante entra in modalità di riscaldamento (ma il riscaldatore della camera potrebbe non essere necessariamente in uno stato di riscaldamento).
La temperatura della camera è impostata sullo schermo, Bambu Studio o Bambu Handy, la stampante passerà automaticamente alla modalità di riscaldamento e il riscaldatore della camera inizierà a funzionare.
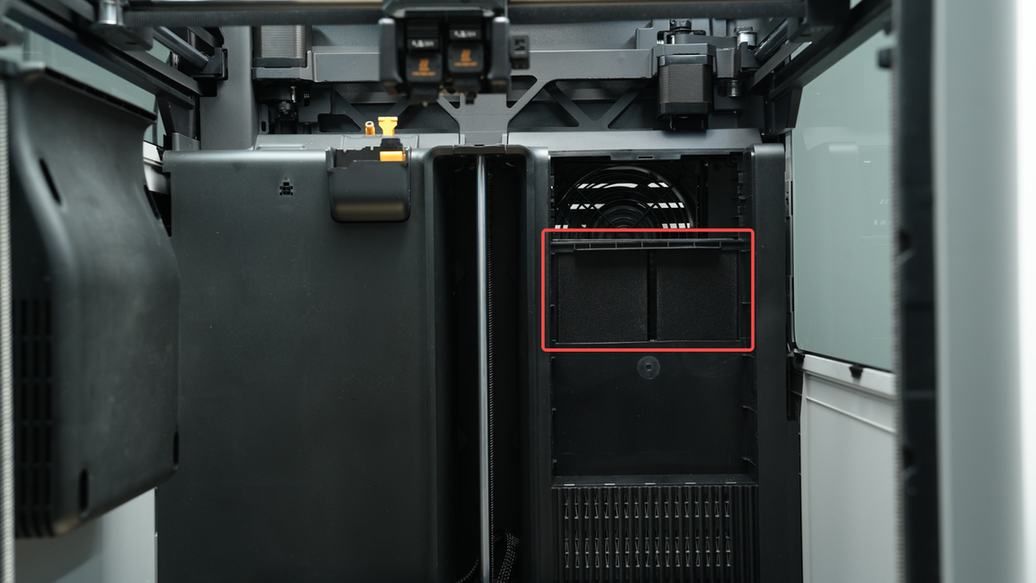
Il riscaldatore della camera è costituito da una piastra riscaldante PTC e da una ventola di circolazione del calore della camera. Dopo aver impostato la temperatura della camera, il PTC si riscalderà a piena potenza e la ventola di riscaldamento della camera funzionerà alla massima velocità. Quando la temperatura della camera raggiunge il valore impostato, la velocità della ventola di riscaldamento della camera rimane invariata e la potenza del PTC diminuirà per mantenere la temperatura della camera a un valore costante.
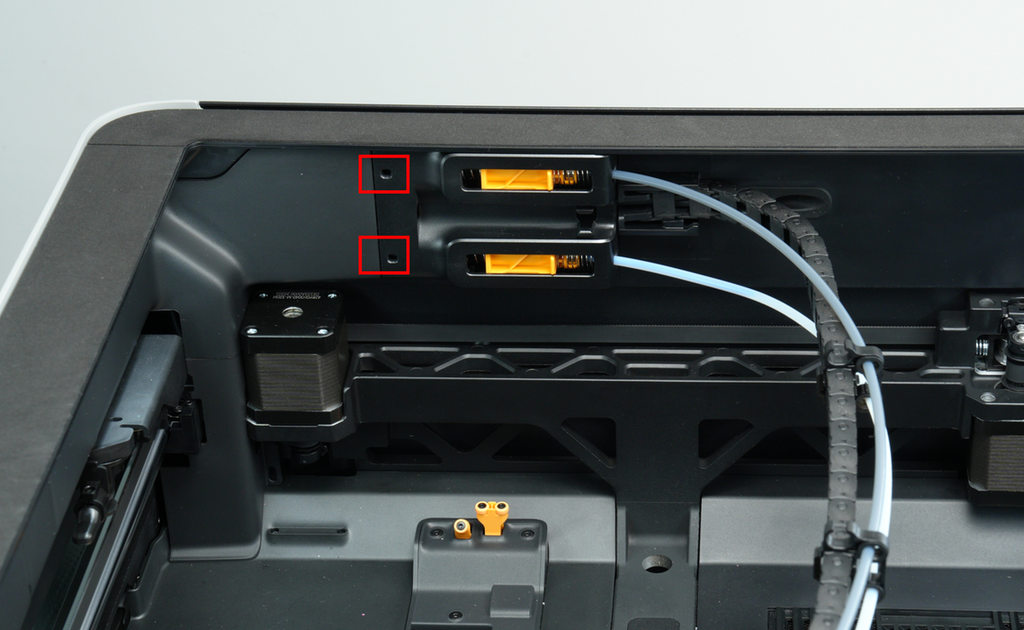
Filament Buffer (Sensore di flusso)

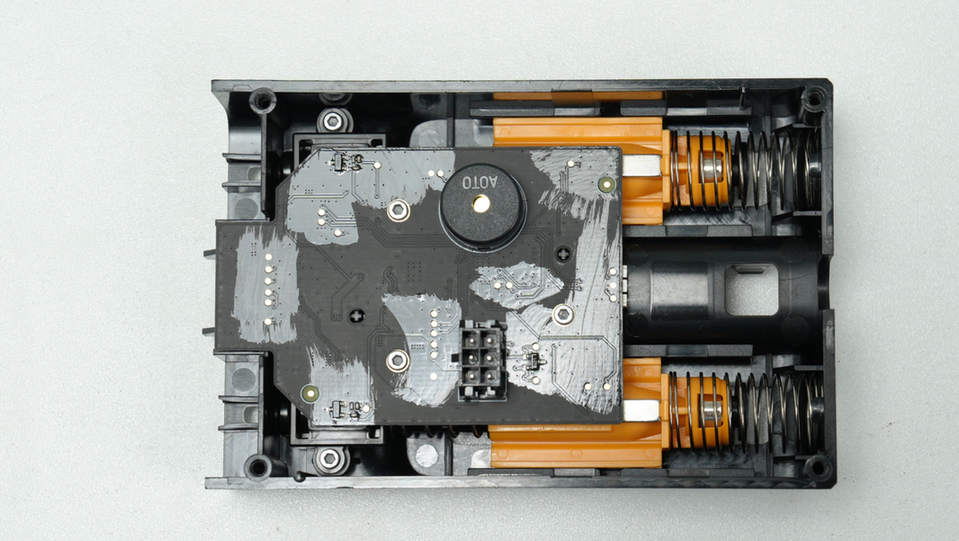
Ha due canali per filamenti, corrispondenti rispettivamente ai due hotend. Il canale superiore del buffer è collegato all’hotend destro, mentre il canale inferiore è collegato all’hotend sinistro. In combinazione con il tubo di lunghezza standard fornito di serie in fabbrica, la resistenza durante il processo di alimentazione può essere ridotta il più possibile.
Quando si utilizza il buffer, è necessario prima inserire il tubo in PTFE dalla staffa del tubo sul retro della stampante. Si noti che deve essere inserito fino in fondo e non può essere inserito più in profondità. È possibile vedere che il tubo in PTFE è in posizione dall’apertura sulla parte anteriore del buffer. Durante il processo, è stata progettata una guida sul coperchio della piastra AP per garantire che il tubo possa essere inserito senza problemi in posizione. Si noti che la guida sul coperchio della piastra AP può solo passare attraverso il tubo in PTFE per guidare i filamenti nel buffer. Se il tubo in PTFE non è inserito e i filamenti sono inseriti direttamente, è quasi impossibile inviare correttamente i filamenti nel buffer.

Ogni canale è diviso in una parte buffer e una parte di rilevamento del filamento. La parte buffer include principalmente uno slider, un magnete, due molle e un sensore Hall; la parte di rilevamento del filamento include principalmente un magnete, una molla e un sensore Hall.
Buffer
Il principio di funzionamento di base della parte buffer è che quando l’AMS spinge il filamento nell’estrusore della testina portautensili, la pressione del filamento spinge il cursore verso destra e immagazzina una piccola sezione del filamento nel buffer. Quando l’estrusore consuma il filamento nel buffer, il cursore torna a sinistra. La posizione del cursore viene rilevata dal sensore e trasmessa all’AMS e alla stampante per regolare la velocità di alimentazione.
Inoltre, quando si stampa con una bobina esterna, la parte buffer ha anche una funzione di rilevamento dell’aggrovigliamento del materiale, che può rilevare se la bobina esterna è aggrovigliata. A differenza del buffer della serie X1/P1, l’H2D ha una molla di groviglio del filamento sull’altro lato della molla buffer. Quando il filamento entra nella stampante, la resistenza aumenta (ad esempio, quando il filamento è aggrovigliato) e la testina portautensili sta ancora estrudendo, il cursore si sposta verso sinistra. Dopo aver percorso una certa distanza, il valore di ritorno del sensore Hall supera la soglia e verrà giudicato che il filamento è aggrovigliato. La stampante visualizzerà un prompt HMS per informare l’utente di gestirlo, realizzando la funzione di rilevamento dell’aggrovigliamento del filamento.
Rilevamento del filo
L’H2D è dotato di una funzione di rilevamento del filamento nel buffer. Quando utilizzato con la porta di espansione del tubo ufficiale, consente a un singolo hotend di funzionare con un massimo di quattro unità AMS, eliminando l’AMS Hub richiesto per X1/P1.
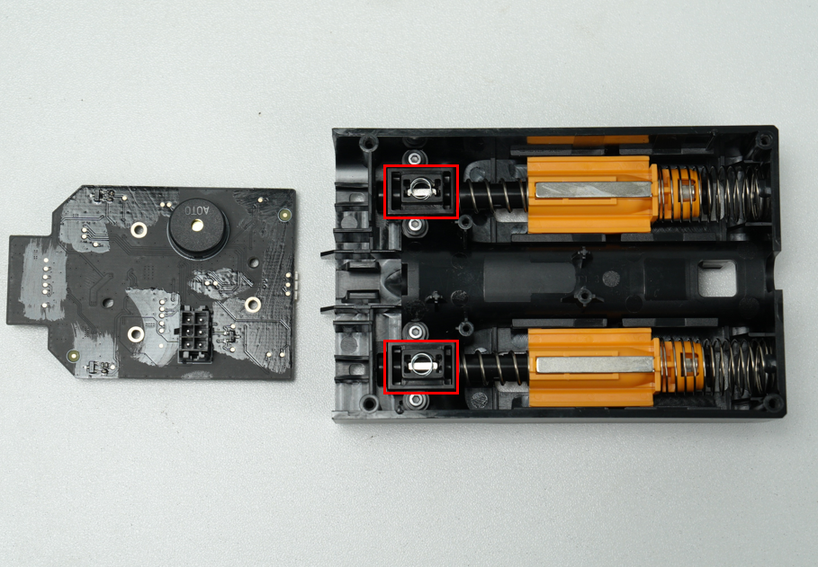
C’è un magnete nella parte di rilevamento del filamento. Quando non c’è filamento, il magnete viene premuto dalla molla in una posizione lontana dal sensore Hall. Quando c’è filamento, il magnete viene sollevato dal filamento e vicino al sensore Hall, realizzando la funzione di rilevamento del filamento.


Tensionatore delle cinghie
L’H2D ha un tendicinghia regolabile sul retro. Il Belt Tension Monitor (BTM) monitorerà la tensione della cinghia e ti fornirà un feedback per regolare la tensione della cinghia per prestazioni ottimali.

Componenti elettronici
Ci sono molti componenti elettronici all’interno dell’H2D. Ecco un’introduzione ad alcuni dei più importanti:
Scheda di controllo principale
H2D è dotato di due tipi di schede di controllo principali: una è responsabile dell’elaborazione logica interattiva, mentre l’altra è responsabile dell’elaborazione di controllo dell’intera unità di movimento della macchina.
Scheda madre AP
La scheda madre logica contiene una CPU quad-core e le connessioni necessarie per i diversi componenti elettronici multimediali collegati alla stampante.
La CPU gestisce le funzioni intelligenti dell’H2D (tra cui rilevamento AI, calibrazione del flusso e compensazione delle vibrazioni) e la connessione tra il software di slicing/app mobile e la stampante.
MC motion control board
La scheda di controllo del movimento contiene un MCU a doppio core M4, un MCU a singolo core M7, driver passo-passo e connessioni ai diversi componenti elettronici di movimento della stampante, fornendo: controllo del movimento xyz, controllo della temperatura della camera, controllo della temperatura del piano riscaldato, rilevamento dello stato della camera (porta, coperchio superiore, interruttore del pannello laterale e rilevamento del tipo di vetro) e controllo del sistema di circolazione (circolazione dell’aria e controllo del canale di flusso).
Dopo aver ricevuto il flusso di codice G dalla CPU, l’MCU controlla il movimento effettivo e lo stato generale della stampante.
Interfaccia di archiviazione USB
H2D ha un’interfaccia USBA comune che supporta il protocollo USB2.0, che può essere utilizzato per avviare la stampa offline e l’archiviazione di file video timelapse da un’unità flash USB.
Display
L’H2D è dotato di un touchscreen da 5 pollici con risoluzione 1280*720, abbinato a un’interfaccia utente più fluida per garantire un’esperienza operativa fluida.
Camera del nozzle
L’H2D è dotato di una telecamera per ugello che supporta 1080p 10 fps (fino a 30 fps), in grado di rilevare l’aggregazione dell’hotend, la stampa ad aria, il rilevamento degli spaghetti e la calibrazione della posizione del cestino.
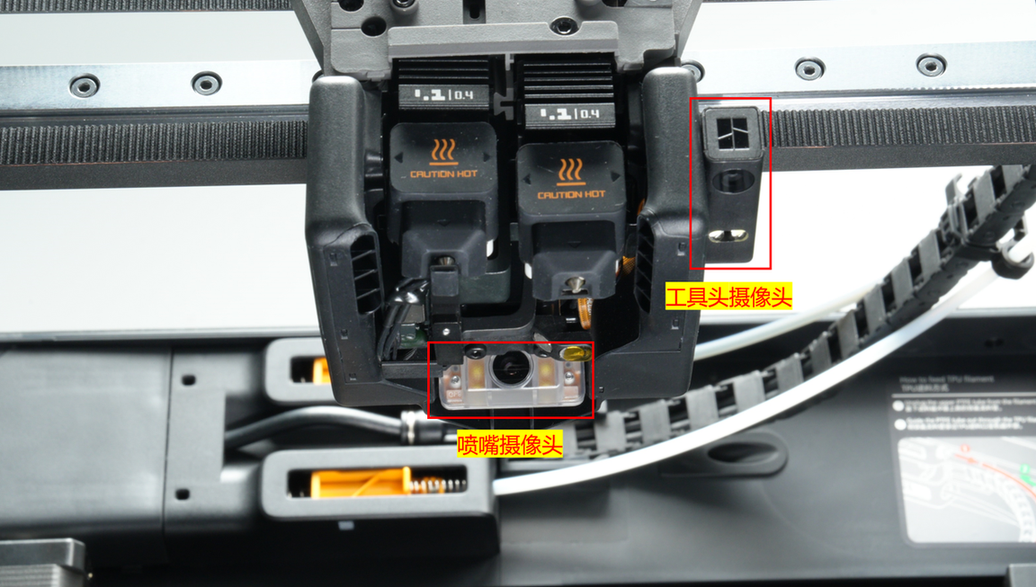
Camera della testa di stampa
L’H2D è dotato di una telecamera sulla testa portautensili che supporta 1080p 30fps e può essere utilizzata per la calibrazione della precisione del movimento, la calibrazione dell’offset dell’ugello ad alta precisione, la piastra di costruzione e il riconoscimento del codice di identificazione della piattaforma laser.
Live camera
L’H2D è dotato di una telecamera live che supporta 1080p 30fps, consentendo la visualizzazione in tempo reale all’interno della camera della stampante, il timelapse e le necessarie funzioni di rilevamento AI.

Fotocamera BirdsEye (opzionale nel modulo di stampa e necessaria nel laser)
L’H2D può essere dotato opzionalmente di una telecamera BirdsEye 4K, massimo 15 fps, per soddisfare le funzioni di rilevamento e riconoscimento intelligenti negli scenari estesi di taglio e laser.

Luce LED
I raggi sinistro e destro dell’H2D sono dotati ciascuno di una barra luminosa a LED per garantire un’adeguata illuminazione nella camera.
Pulsante Start/Pause
Le attività laser richiedono la supervisione in loco. Pertanto, dopo aver inviato un lavoro laser o un’attività di fustellatura nel software di pre-elaborazione, l’operatore deve premere il pulsante di avvio situato in alto a destra della stampante per iniziare l’attività.
I futuri aggiornamenti del firmware supporteranno anche la sospensione delle attività laser e di fustellatura, ma la sospensione delle attività di stampa richiederà di toccare il pulsante di pausa sul touchscreen.

Chiave di sicurezza
Per garantire la conformità alle normative di sicurezza pertinenti, la stampante H2D è dotata di un jack per chiave di sicurezza, che deve essere inserito con una chiave di sicurezza (modulo di stampa e taglio) o un pulsante di arresto di emergenza con una chiave di sicurezza (modulo laser) per abilitare l’alimentazione. Se la stampante non si accende correttamente dopo aver collegato l’alimentatore della stampante e acceso l’interruttore di alimentazione, assicurarsi di controllare questo.

Pulsante di arresto di emergenza (opzionale nel modulo di stampa e taglio e necessario nel modulo laser)
Se devi usare la funzione laser, devi installare un pulsante di arresto di emergenza con una chiave di sicurezza e inserire la spina del pulsante di arresto di emergenza nello slot della chiave di sicurezza sul retro della stampante.
Qualcuno deve supervisionare l’attività laser durante tutto il processo e premere il pulsante di arresto di emergenza in tempo per interrompere l’alimentazione in caso di emergenza per prepararsi a potenziali emergenze in qualsiasi momento.
Suggerimenti: c’è una chiave di sicurezza preinstallata sul retro della stampante e il pulsante di arresto di emergenza. Conservala correttamente dopo aver rimosso la chiave di sicurezza sul retro della stampante.

