Gli intasamenti dell’hotend sono relativamente comuni per le stampanti 3D FDM e possono verificarsi a causa di vari motivi esemplificati di seguito:
- Il filamento utilizzato ha una bassa temperatura di transizione vetrosa (si ammorbidisce quando si stampa in un involucro) – Maggiori informazioni sullo scorrimento termico sono disponibili in questo articolo Wiki.
- Il filamento ha un diametro incoerente, solitamente più grande del normale 1,75 mm che si blocca nell’hotend.
- I detriti presenti sul filamento o all’interno dell’estrusore hanno raggiunto l’hotend e intasato completamente o parzialmente l’ugello
- Il particolato del filamento ha ostruito la punta dell’ugello dell’hotend (comune quando si stampa con filamento infuso in fibra di carbonio, filamento che si illumina al buio o scintillante)
- Quando sono stati utilizzati tipi di filamento molto diversi e il filamento precedente non è stato eliminato completamente (PLA e PC, ASA e TPU, ecc.)
Come risolvere un semplice intasamento?
Intasamento semplice / Intasamento parziale
Un intasamento semplice o parziale è considerato quando la punta dell’hotend è ostruita da particelle all’interno del filamento (fibra di carbonio, filamento scintillante, ecc.). Questi particolati potrebbero essere più grandi del foro dell’ugello e ne impediranno l’estrusione.
La maggior parte delle volte, questi particolati potrebbero ostruire completamente l’hotend, dove non c’è più filamento estruso, o un intasamento parziale generato da detriti sul filamento che si manifesta con il filamento che non scorre direttamente dall’hotend e si arriccia quando viene estruso manualmente dall’hotend.
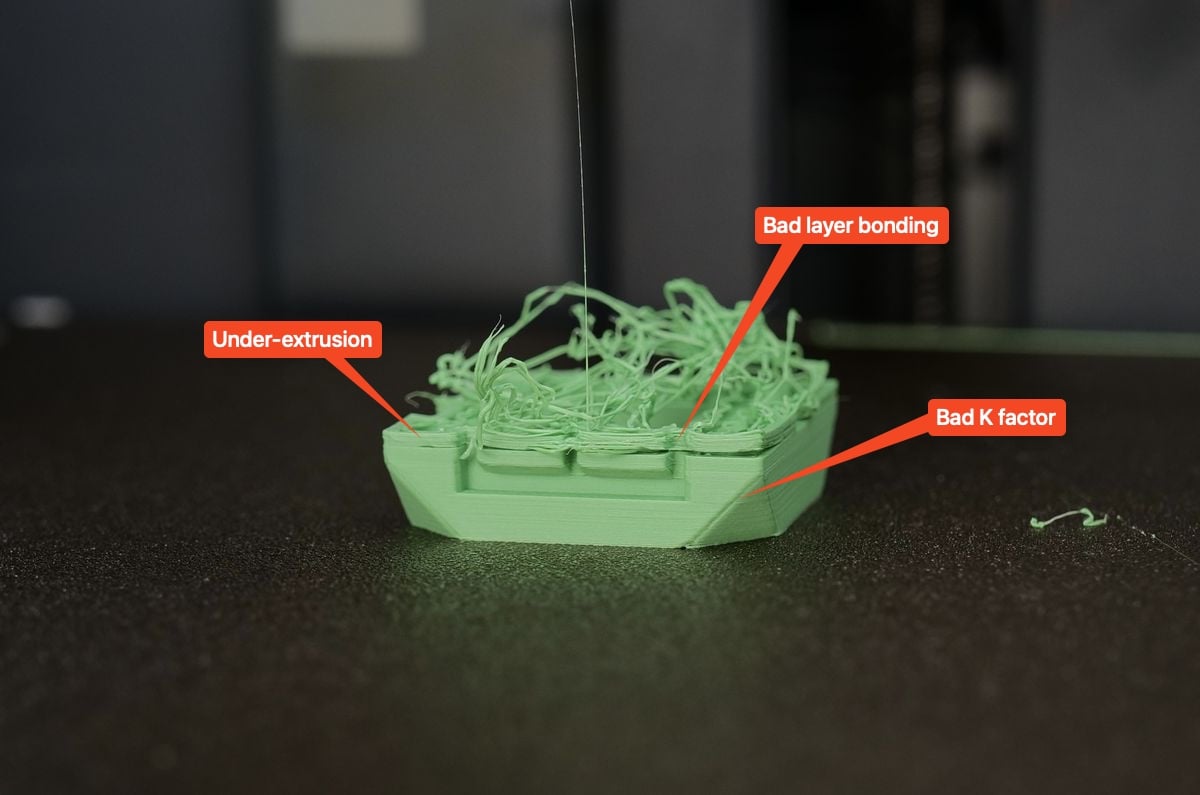
Quando si verifica un tale intasamento, il modello non stampa come previsto, con un’estrusione incoerente che porta a una cattiva qualità di stampa.
Può anche manifestarsi con un valore K mal calibrato per la dinamica del flusso a causa della pressione e del flusso dell’ugello incoerenti.
La procedura più semplice da seguire in questo caso è provare a rimuovere il piccolo pezzo che blocca l’hotend utilizzando il pin incluso che hai ricevuto con la stampante.
Passaggi per sbloccare l’hotend:
1. Impostare la temperatura dell’hotend a 250°C
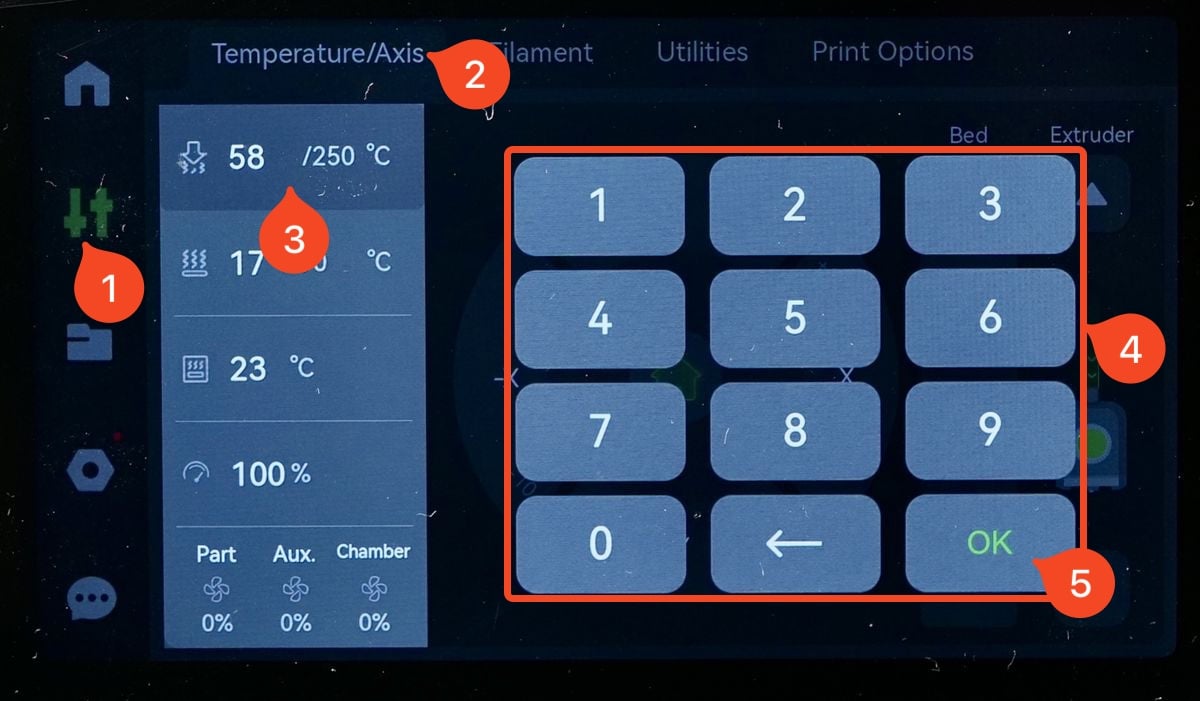
Utilizzando il menu sullo schermo, impostare la temperatura dell’hotend su 250°C.
Per fare ciò, accedere a Impostazioni → Temperatura/Asse → Selezionare la temperatura dell’hotend e inserire il valore di 250°C seguito dal pulsante di conferma OK.
Questa è la temperatura che funziona meglio per PLA/PETG/TPU/ABS o altri filamenti che possono essere stampati a questa temperatura. Per i filamenti che richiedono una temperatura più elevata per essere stampati, è possibile utilizzare una temperatura più elevata.
2. Spostare il piano riscaldato in una posizione più bassa
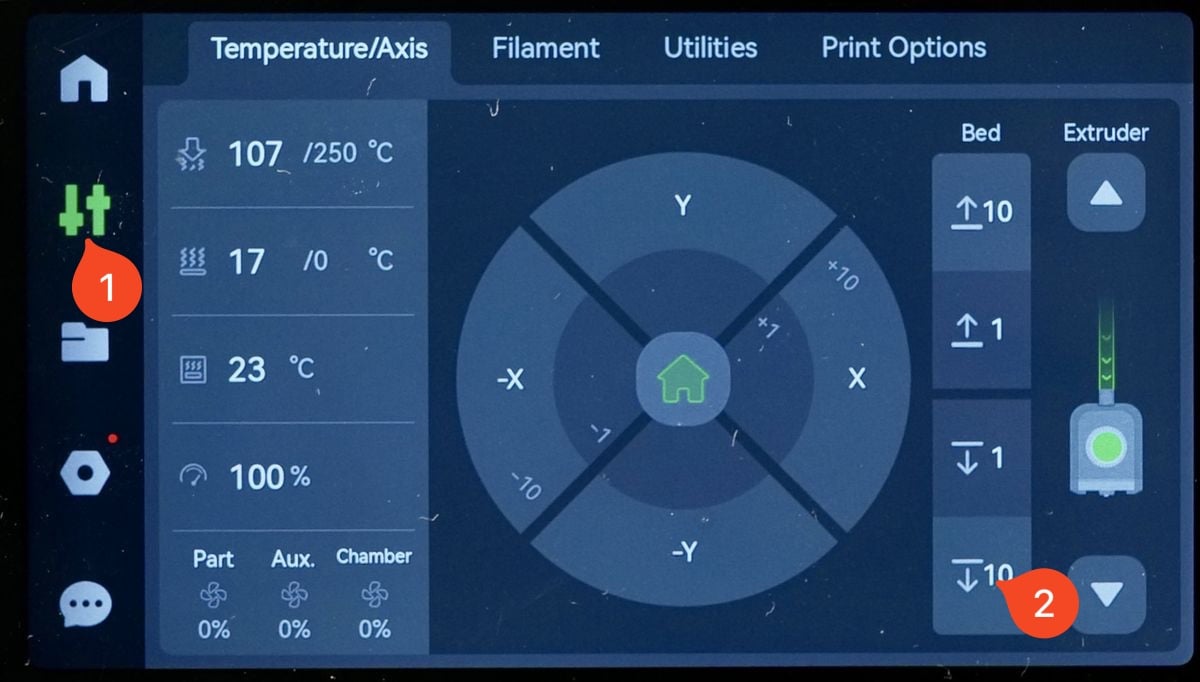
Mentre l’hotend raggiunge la temperatura impostata, utilizzare le opzioni del menu su schermo per abbassare il piano riscaldato in una posizione che consenta di lavorare facilmente sulla testina di stampa.
Per fare ciò, vai su Impostazioni → Temperatura/Asse → Tocca più volte il pulsante -10 finché il piano riscaldato non raggiunge la sezione centrale della stampante.
3. Inserire il perno attraverso la punta dell’ugello (saltare questo passaggio per ugelli da 0,2 mm)
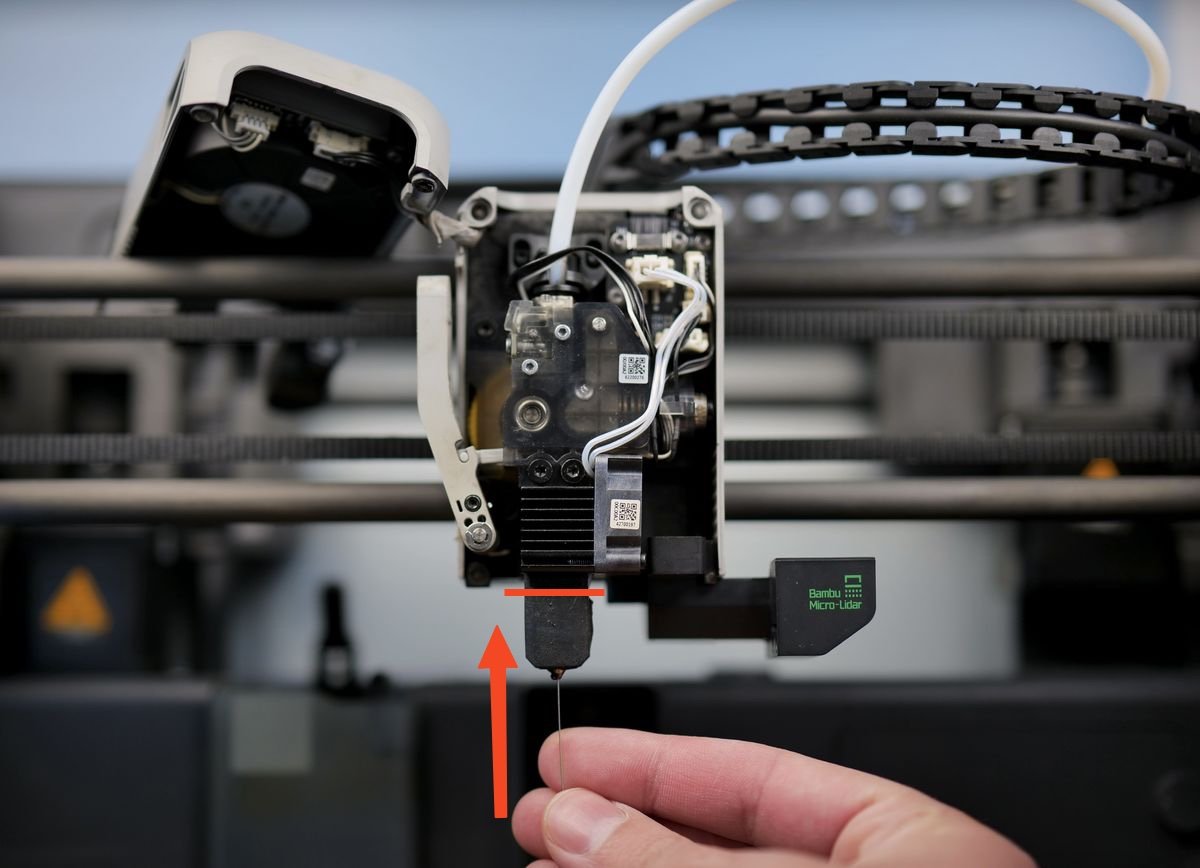
Con l’hotend a temperatura, inserire il perno all’interno della punta dell’ugello e spostare il perno attraverso l’ugello alcune volte, per rimuovere eventuali detriti che potrebbero essere presenti nell’hotend.
Assicurati di non spingere troppo il perno nell’hotend, poiché potresti spingere il filamento fuso più in alto, causando un intasamento più difficile da rimuovere.
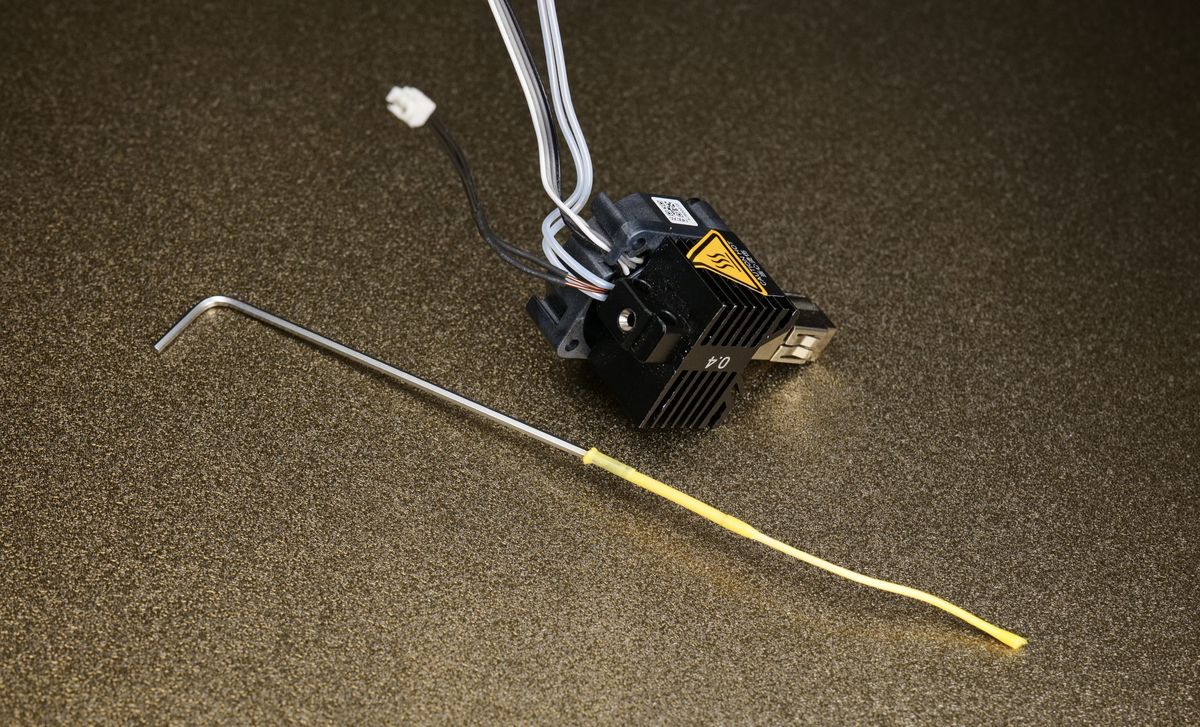
La linea rossa nell’immagine sottostante mostra fino a che punto dovresti spingere il perno.
Attenzione! Si consiglia di utilizzare guanti termoprotettivi per questa operazione. Il filamento fuso può gocciolare sulle dita causando ustioni.
4. Verificare che l’ugello scorra correttamente
Dopo aver spostato il perno attraverso la punta dell’ugello alcune volte, rimuovi il perno ed estrude un po’ di filamento utilizzando i pulsanti sullo schermo. Il filamento deve fluire in linea retta e non deve arricciarsi durante l’estrusione, come mostrato nell’immagine sottostante.
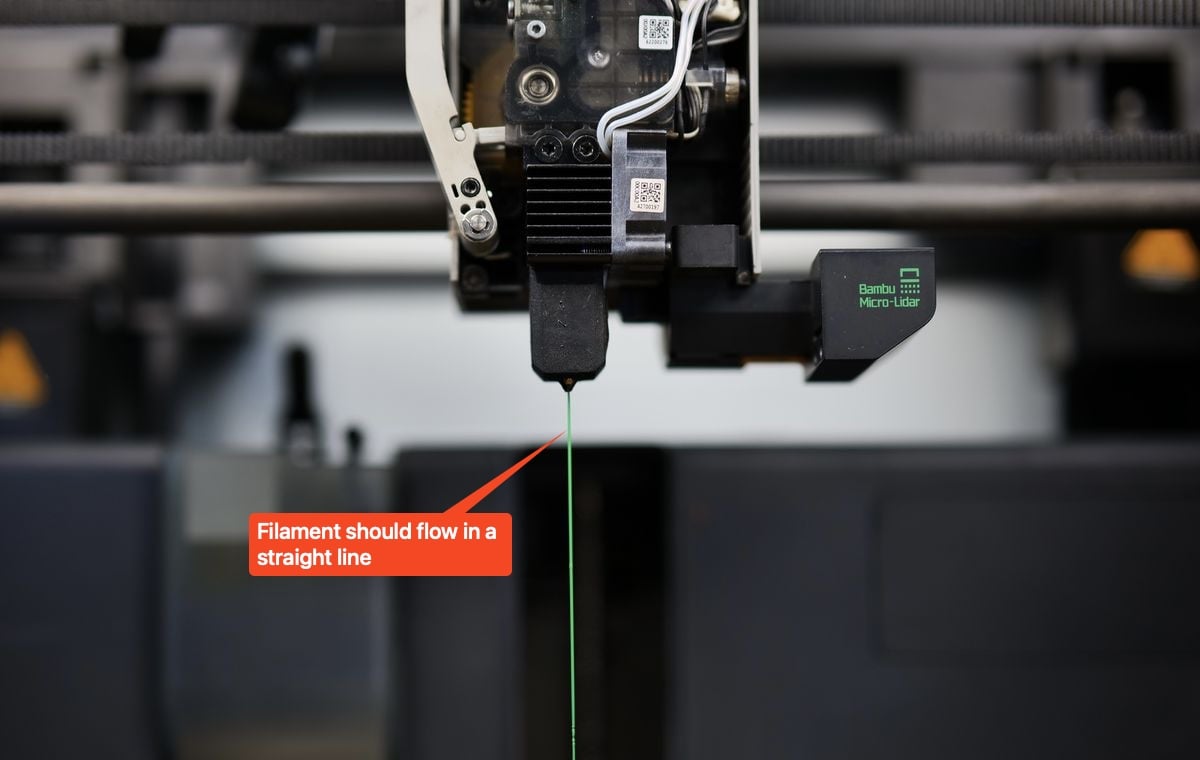
Se il filamento scorre in linea retta, l’hotend dovrebbe essere sbloccato con successo.
Metodo di disostruzione della chiave esagonale a caldo
Un intasamento comune che si verifica sulle serie X1/P1 è il filamento che si blocca all’interno dell’hotend a causa di problemi di scorrimento termico. Questo fenomeno è stato trattato in dettaglioin questo articolo, e consigliamo di leggerlo per capire come evitare questo tipo di intasamento.
Quando ciò accade, il filamento si gonfia all’interno dell’hotend e non può essere facilmente rimosso. Nelle immagini qui sotto, puoi vedere un esempio di filamento che si blocca all’interno dell’hotend
Fortunatamente, esiste un metodo relativamente semplice per pulire il filamento all’interno dell’hotend con una chiave esagonale e un accendino
Parti richieste:
- Chiave esagonale da 1,5 mm
- Accendino
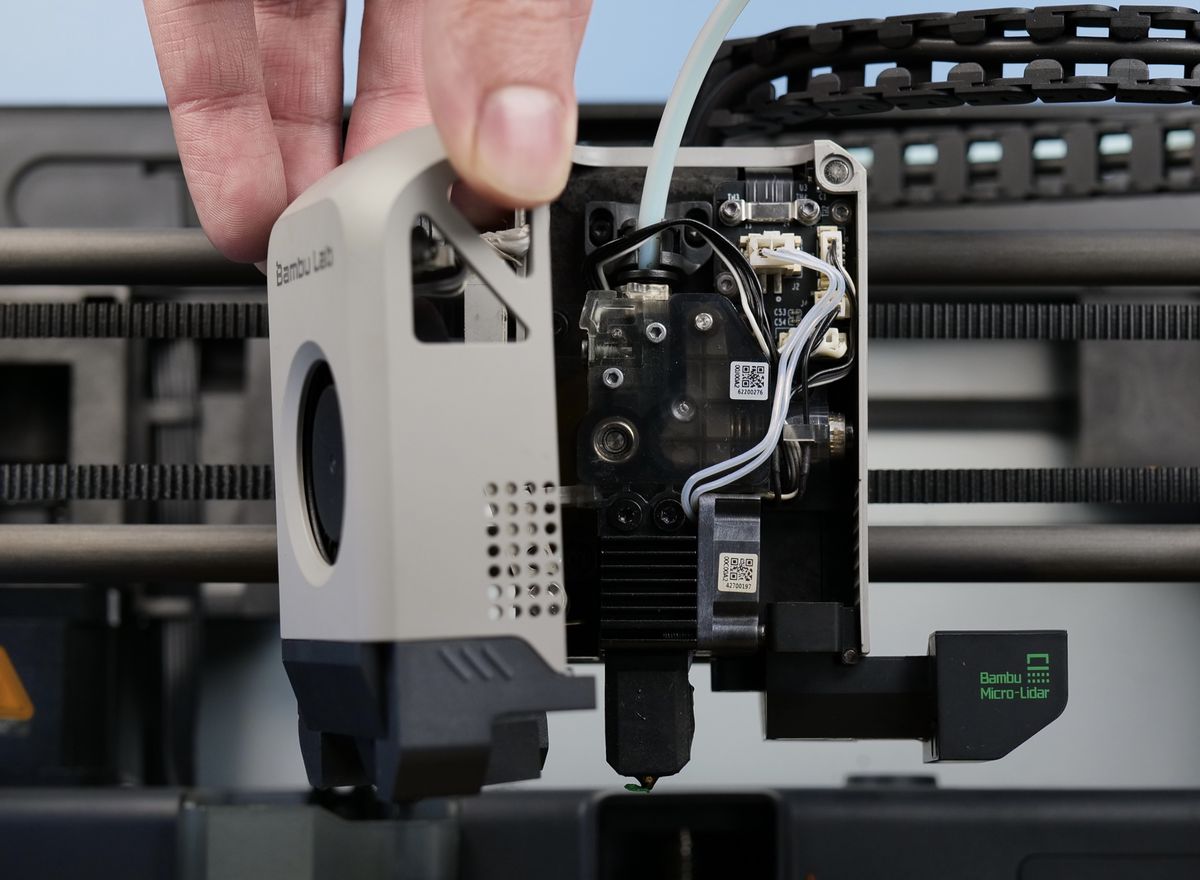
1. Rimuovere l’hotend dalla testina di stampa
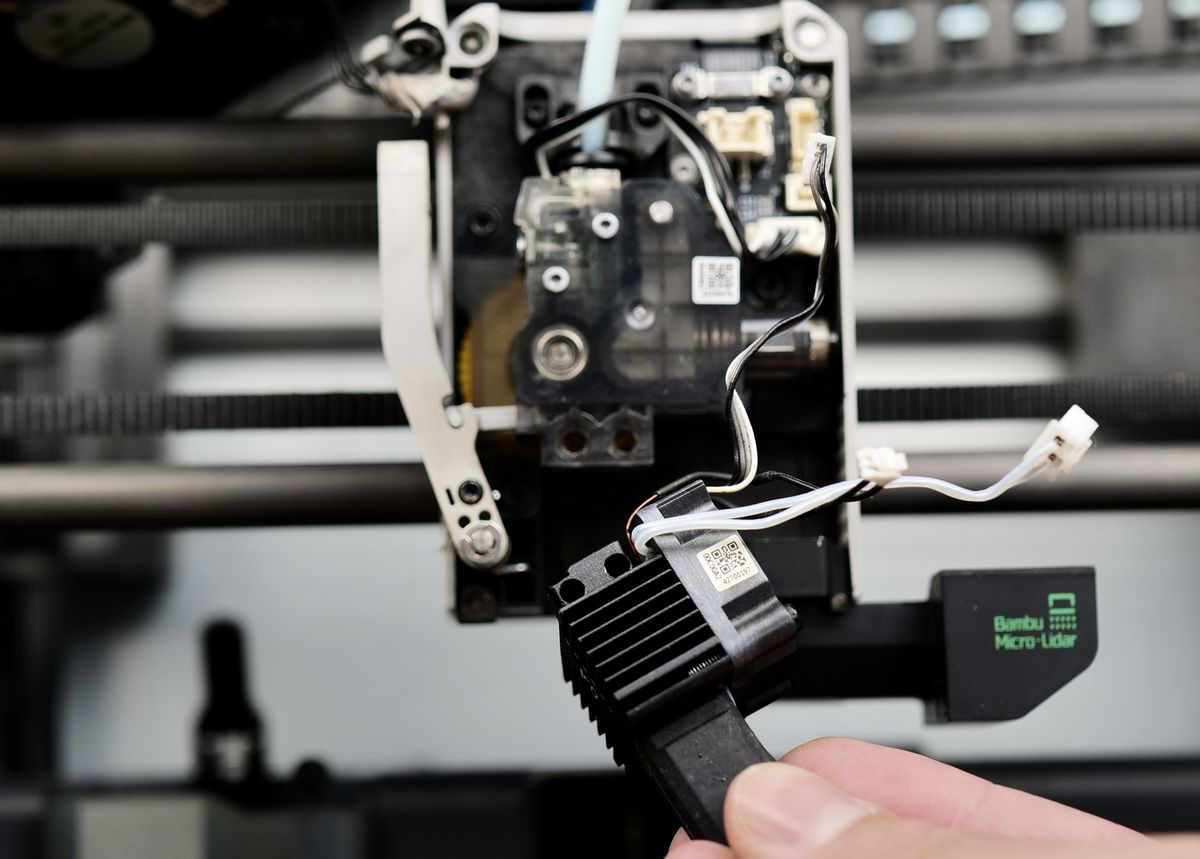
Il primo passo per sbloccare l’hotend è rimuoverlo dalla testina di stampa. Rimuovere con cautela i tre fili dalla scheda di connessione dell’estrusore, tirando i connettori in plastica.
Evitare di tirare i fili, poiché c’è un’alta probabilità di danneggiare i fili e/o la scheda di connessione.
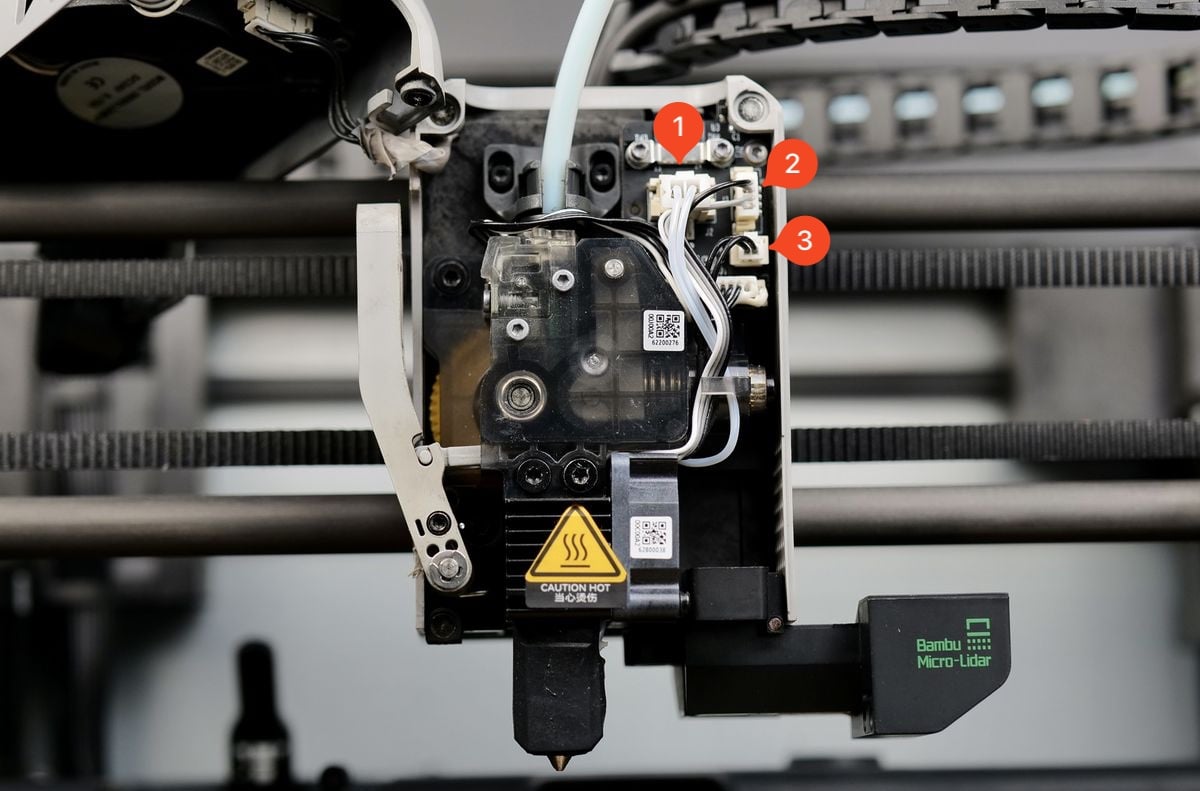
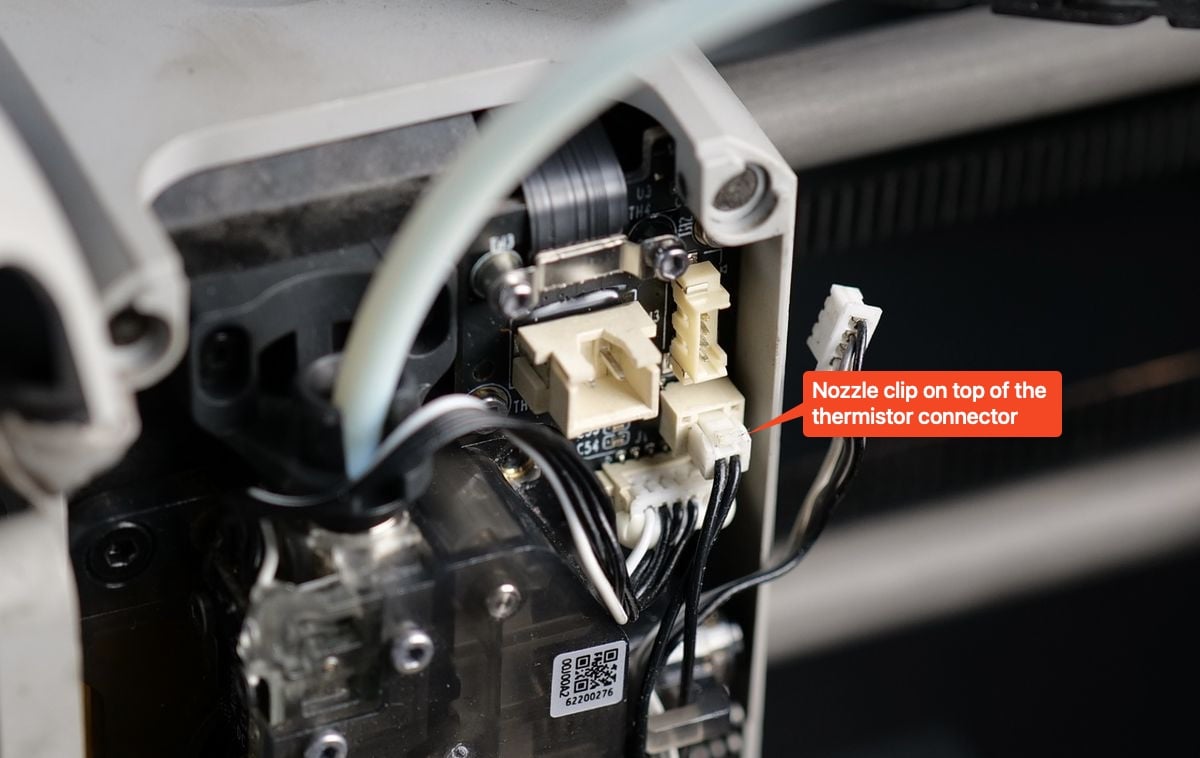
Prestare particolare attenzione al connettore del termistore (nr. 3), in quanto ha una clip di sgancio in plastica nella parte superiore.
È necessario premerlo per rilasciarlo, prima di estrarre il connettore
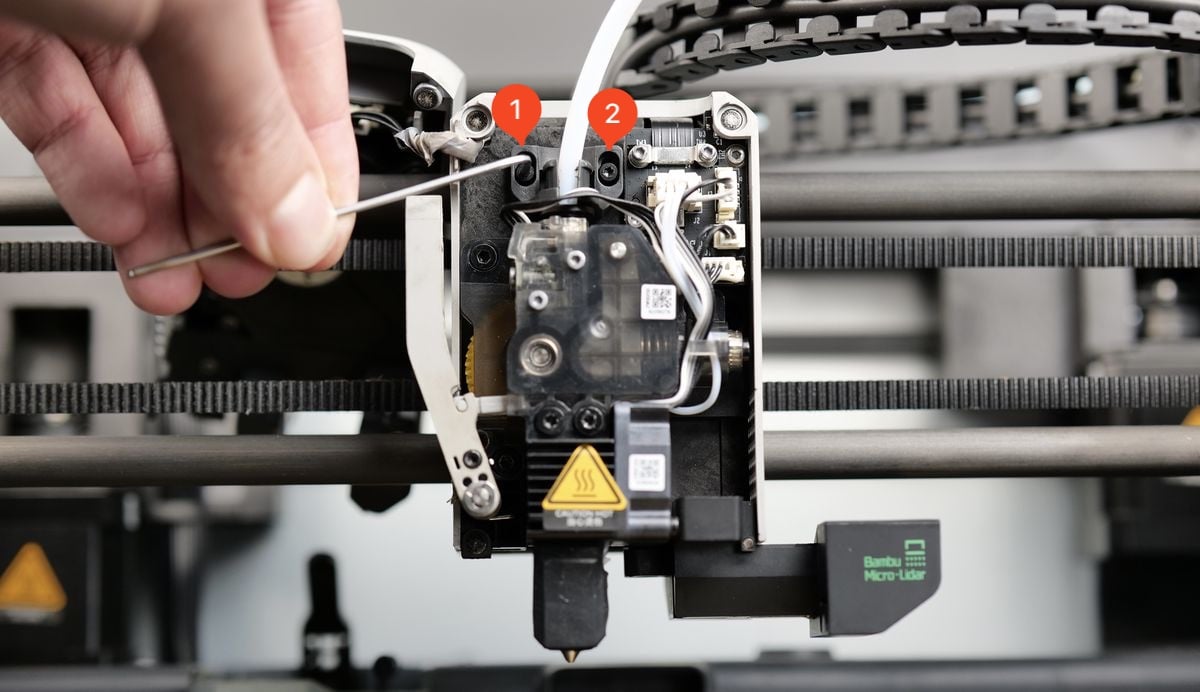
Dopo aver scollegato i cavi, è possibile rimuovere le due viti dell’hotend che lo tengono in posizione per rimuoverlo completamente dalla testina di stampa.
2. Riscaldare la chiave esagonale e spingerla all’interno dell’hotend
Attenzione! Si consiglia di utilizzare guanti termoprotettivi per questa operazione. Il filamento fuso può gocciolare sulle dita causando ustioni.
Ora che l’hotend è completamente rimosso dalla stampante, possiamo procedere con la disostruzione.
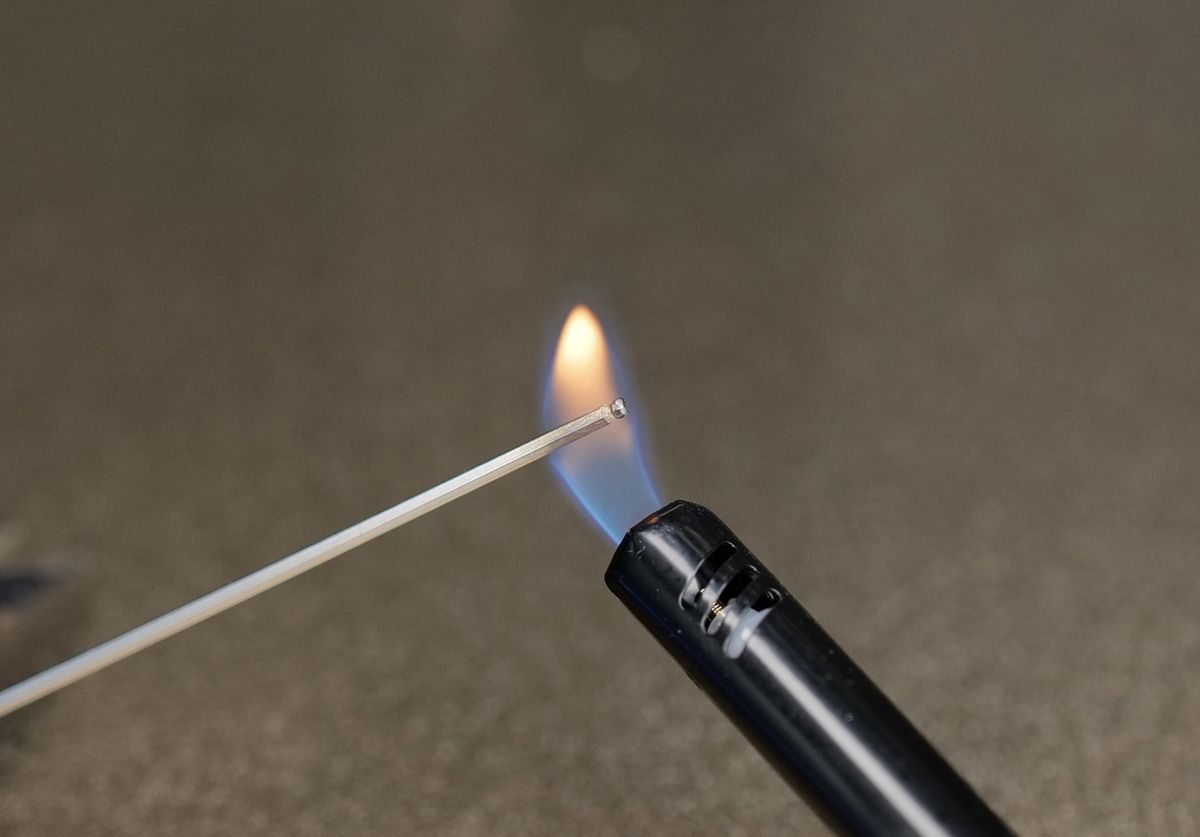
Prendi la chiave esagonale da 1,5 mm e usa l’accendino per riscaldarla per 10-15 secondi. Quando la punta della chiave esagonale inizia a cambiare colore, è pronta.
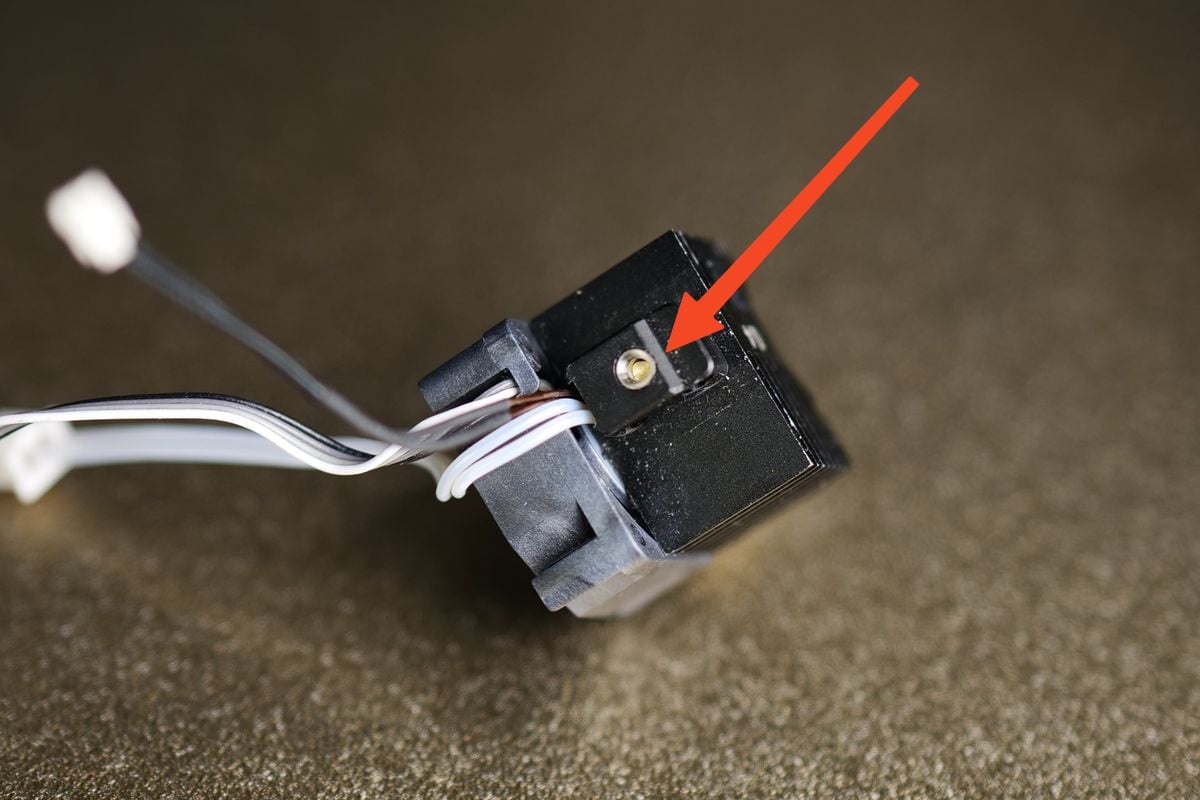
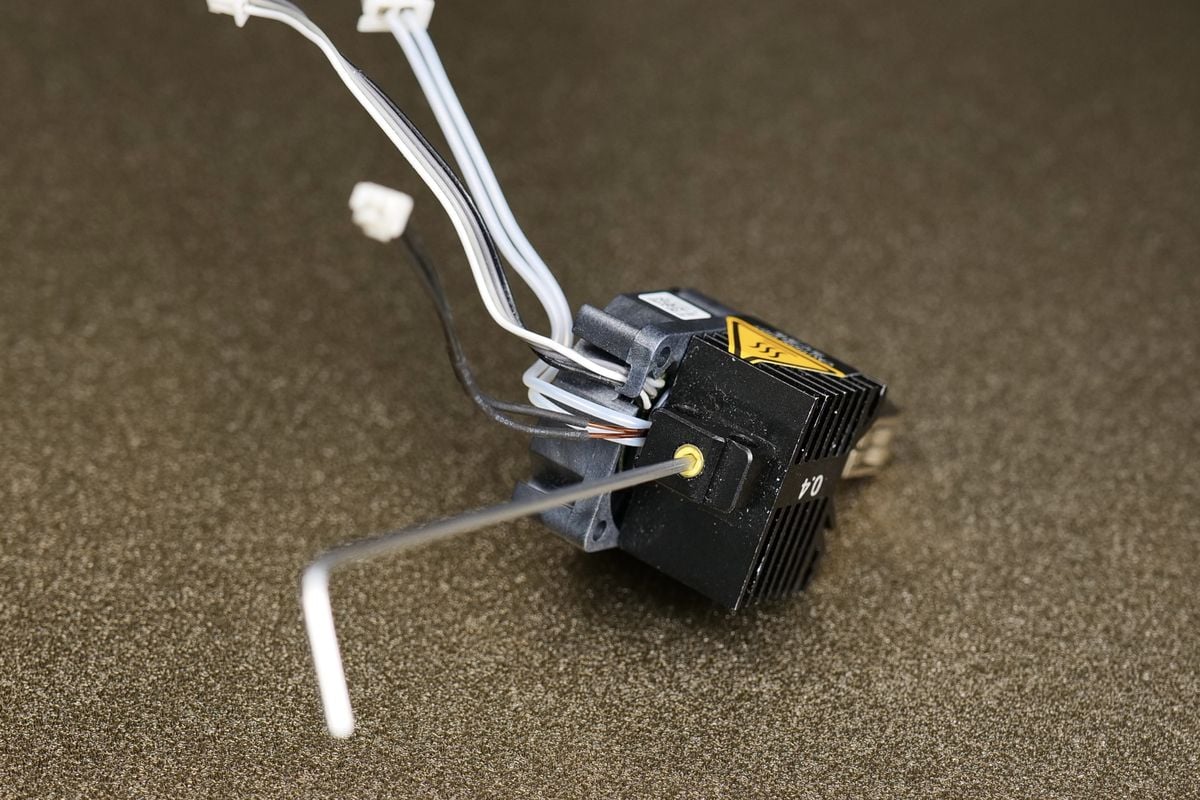
Mentre la punta della chiave è calda, spingerla rapidamente nell’hotend, attraverso l’estremità superiore del dissipatore di calore.
La chiave a caldo entrerà all’interno del filamento, come mostrato nell’immagine qui sotto. Quindi, attendere circa 30 secondi affinché la chiave esagonale si raffreddi.
3. Riscaldare la punta dell’hotend e tirare l’intasamento del filamento
La chiave esagonale è ora bloccata all’interno dell’hotend, con il filamento intorno. Per rimuovere la chiave con il filamento che ostruisce l’hotend, sarà necessario riscaldare la punta dell’hotend.
Per prima cosa, rimuovi la calza in silicone dell’hotend, quindi applica il calore usando l’accendino sulla punta dell’ugello per circa 20 secondi (quando si utilizza un accendino normale).
Attenzione!: Evitare di riscaldare l’ugello per un periodo più lungo o di utilizzare una torcia a butano ad alta potenza. Si consiglia un normale accendino a gas.
Il lato caldo dell’ugello deve essere abbastanza caldo da poter rimuovere lo strumento esagonale con il filamento.
Il surriscaldamento dell’ugello può causare il gocciolamento o lo scoppio del filamento dalla punta. Seguire attentamente le istruzioni e non puntare la punta dell’ugello verso di sé durante l’esecuzione di questa procedura.
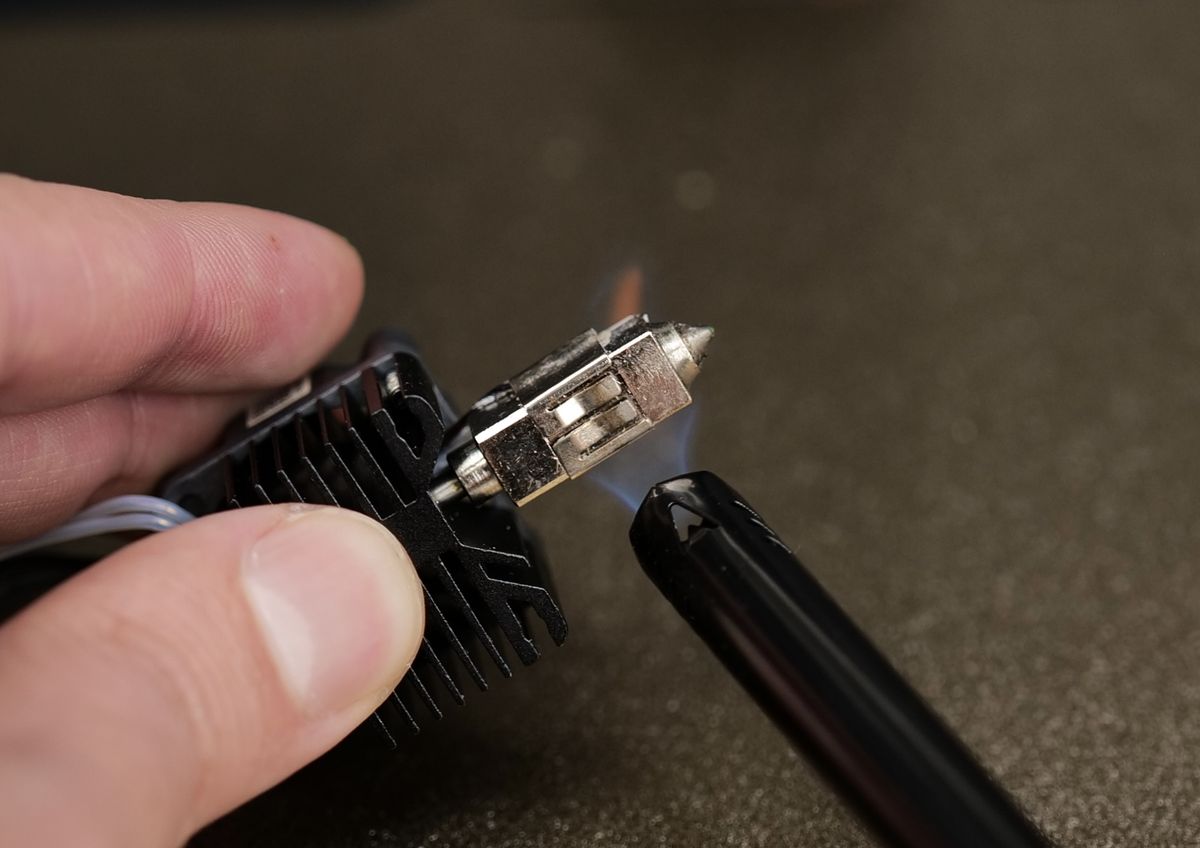
Dopo aver riscaldato la punta dell’ugello per 20 secondi, è possibile tirare lentamente la chiave. Noterai che il filamento esce dall’hotend in un unico pezzo, eliminando l’intasamento.
Ora è possibile seguire il passaggio 1 al contrario, per reinstallare l’hotend sulla testina di stampa.
Non dimenticare di disporre con cura i fili dell’hotend attorno all’estrusore. Se non sono disposti correttamente, potrebbero spingere contro il coperchio anteriore causando guasti durante la stampa.
Metodo di pulizia alternativo (video)
Abbiamo anche un video disponibile che ti mostra come eseguire una procedura simile che non richiede la rimozione dell’hotend.
Se segui questa guida video, assicurati di mantenere stabile l’hotend durante questa operazione.
C’è una maggiore possibilità di danneggiare i fili dell’hotend o la scheda di connessione, se l’hotend non viene mantenuto stabile.
Metodo di estrazione a freddo
Dopo ogni procedura di pulizia mostrata in questo articolo, si consiglia vivamente di eseguire una procedura di estrazione a freddo.
Un tiro a freddo assicurerà che l’interno dell’hotend sia pulito e ridurrà al minimo le possibilità di eventuali problemi di stampa causati dall’hotend.
1. Rimuovere il coperchio della testina di stampa e il tubo in PTFE
Il primo passo per un tiro a freddo è rimuovere il coperchio anteriore della testina di stampa e il tubo in PTFE.
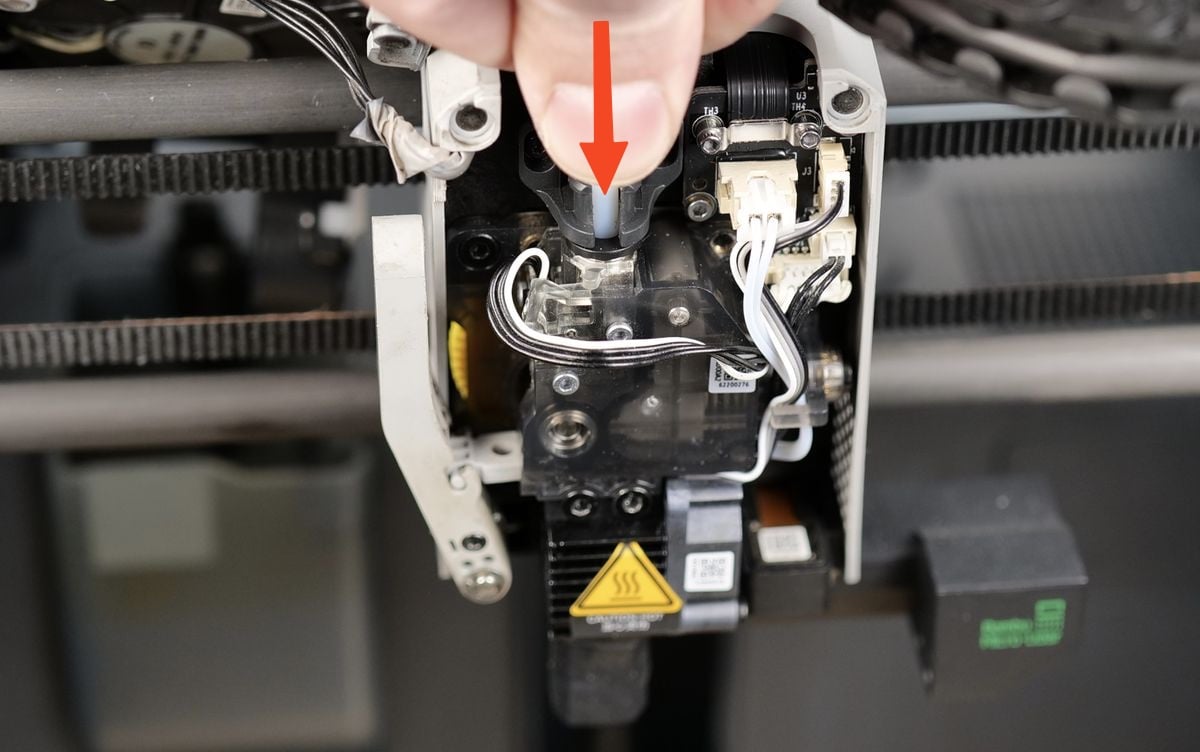
Con il coperchio anteriore posizionato lateralmente, allentare le viti accanto al supporto in PTFE. (non rimuovere)
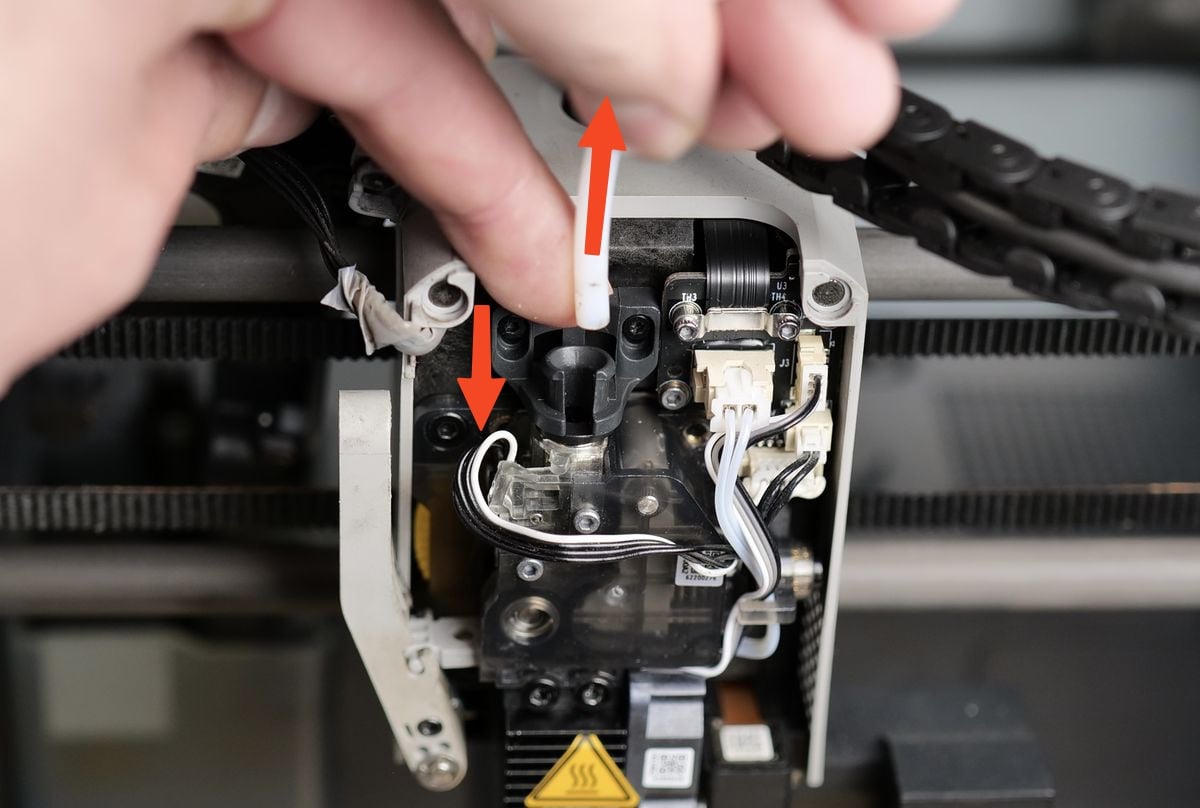
Infine, per rimuovere il tubo in PTFE è necessario spingere sul supporto in PTFE, quindi tirare il tubo verso l’alto, come mostrato nell’immagine sottostante:
A questo punto è possibile avviare la procedura di estrazione a freddo
2. Impostare la temperatura dell’hotend, quindi caricare il filamento
Questo passaggio dipende dal filamento utilizzato per eseguire la procedura di cold pull. Il filamento più comune utilizzato per i tiri a freddo è il PLA, che richiede che l’hotend sia impostato a 220°C e lo useremo come esempio.
Utilizzando lo schermo, accedere a Impostazioni → Temperatura/Asse → Selezionare la temperatura dell’hotend e inserire il valore 220C seguito dal pulsante di conferma OK.
Dopo che l’hotend ha raggiunto i 220°C, spingi il filamento nella parte superiore dell’estrusore come mostrato nell’immagine qui sotto, quindi usa il pulsante di estrusione sullo schermo per alimentarlo fino a quando non vedi il filamento che viene estruso dalla punta dell’ugello.
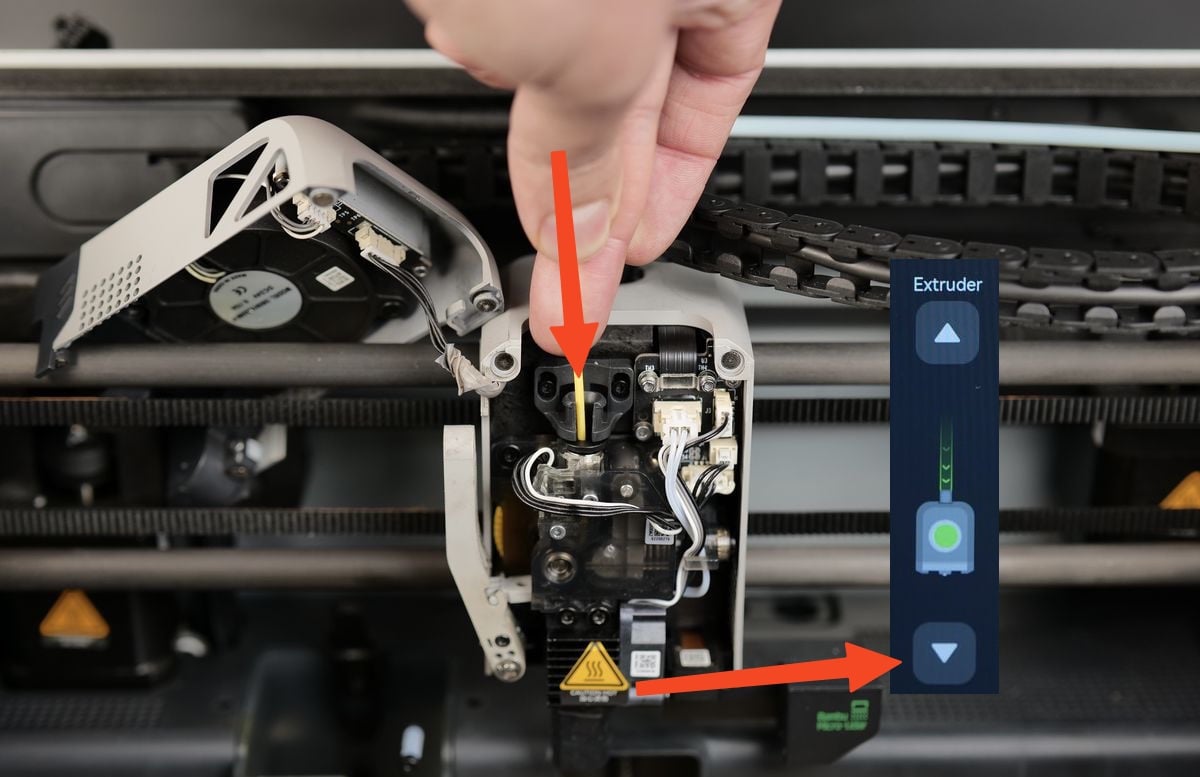
3. Impostare la temperatura dell’hotend a 100°C e attendere
Con il filamento caricato nell’hotend, impostare la temperatura a 100°C e attendere che l’hotend raggiunga la temperatura desiderata.
Il 100C è selezionato per garantire che il filamento sia abbastanza morbido da essere tirato via dall’hotend, ma non abbastanza morbido da danneggiarsi durante l’operazione.

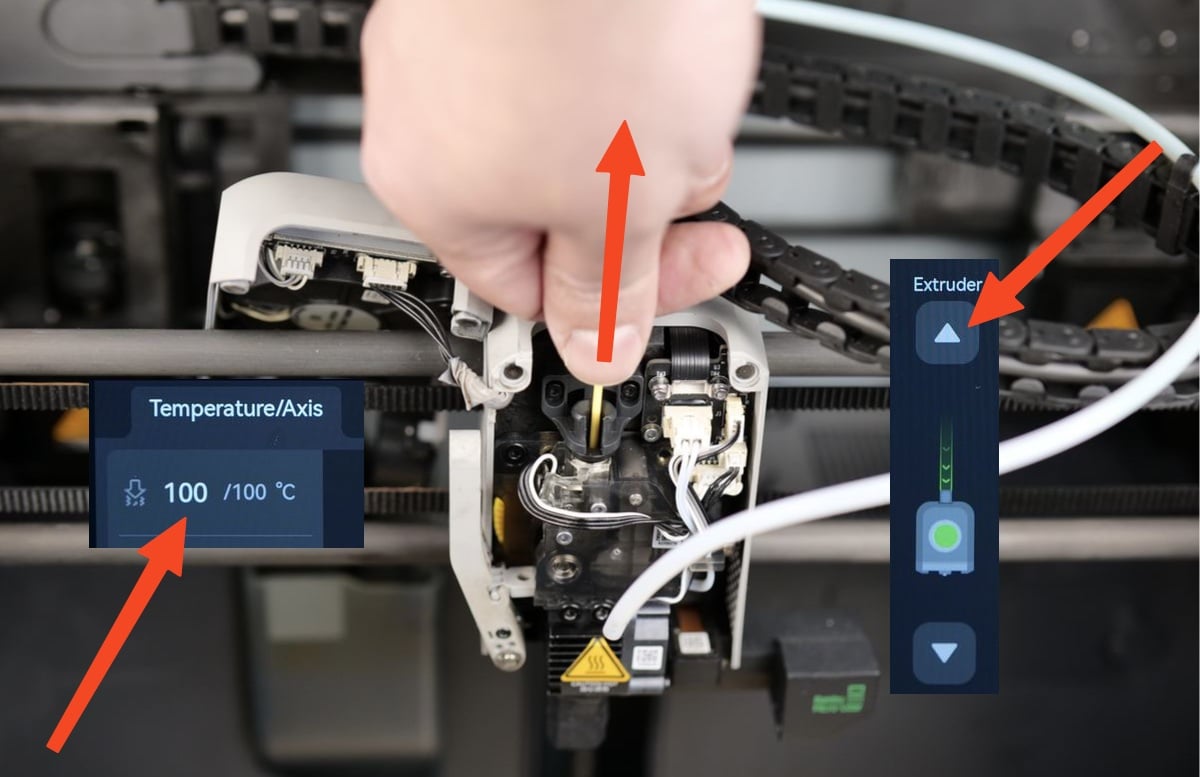
4. Ritrarre il filamento
Non appena l’hotend raggiunge i 100°C, utilizzare il pulsante di retrazione sullo schermo per iniziare a tirare il filamento.
Si consiglia di tirare anche l’estremità del filamento per aiutare l’estrusore.
NON tirare forte, poiché vuoi solo aiutare l’estrusore, non tirare contro gli ingranaggi e il motore.
Di solito, si consiglia di eseguire questa operazione un paio di volte, fino a quando il filamento che si sta estraendo dall’hotend è pulito e privo di detriti.
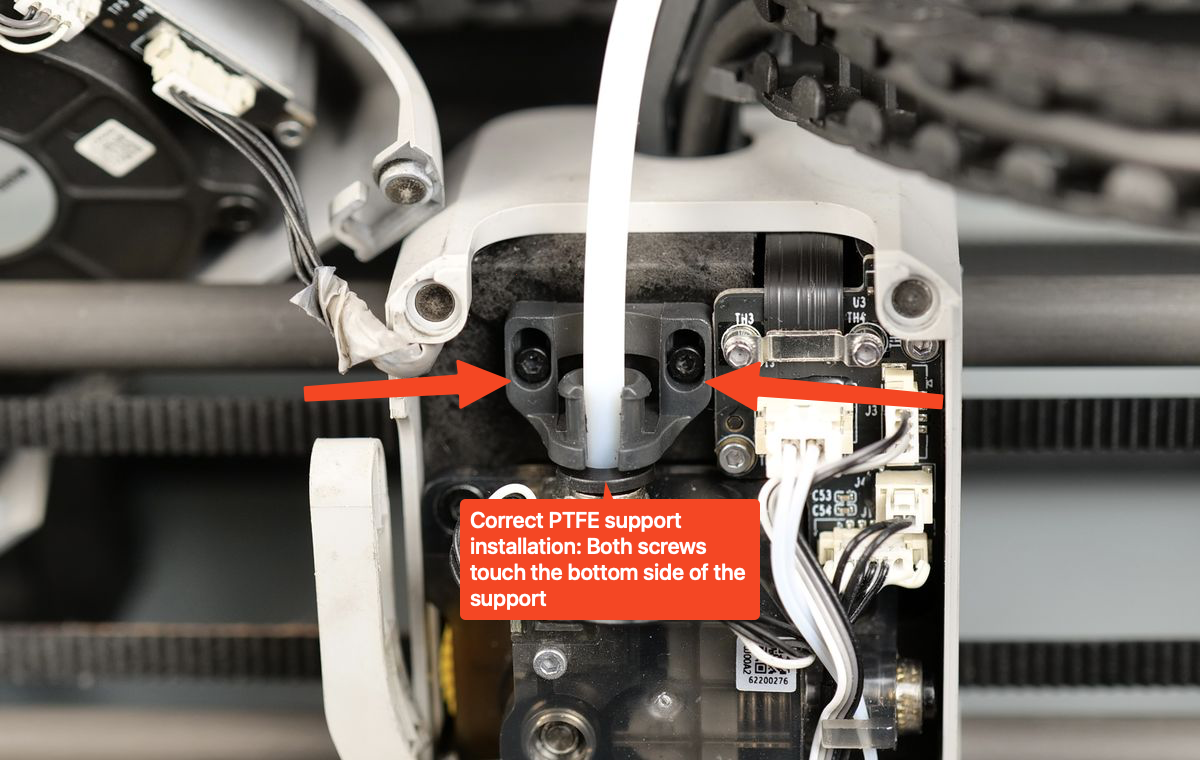
5. Reinstallare il tubo in PTFE e il supporto
Per reinstallare il tubo in PTFE è sufficiente reinserirlo nel sensore di filamento dell’estrusore.
Quindi, assicurarsi di sollevare il più in alto possibile il pezzo di supporto del tubo in PTFE, prima di serrarlo in posizione.
Questo passaggio è importante, in quanto garantisce il percorso del filamento e una minore resistenza del filamento verso l’estrusore.
Guida video Cold Pull
Abbiamo anche un video che mostra l’intera procedura per eseguire un tiro a freddo per pulire l’hotend.